



在由上海有色网信息科技股份有限公司(SMM)主办的2026印尼矿业大会暨关键金属会议-镍钴论坛上,苏州博萃循环科技有限公司 资源提取事业部总经理 刘春伟围绕“红土镍矿和废旧电池的新型提炼技术 ”的话题展开分享。

红土镍矿资源分布
红土镍矿占全球镍资源的55%,是世界工业生产用镍的主要来源。随着高镍电池不断发展和推广,市场对镍的需求量——进而对红土镍矿加工的需求——大幅增长。
地理集中化:主要分布在赤道南北纬30°以内的热带国家。
三大核心区域:
东南亚:印度尼西亚、菲律宾(红土镍矿主要产区)。
美洲:古巴、巴西。
大洋洲:澳大利亚、新喀里多尼亚。
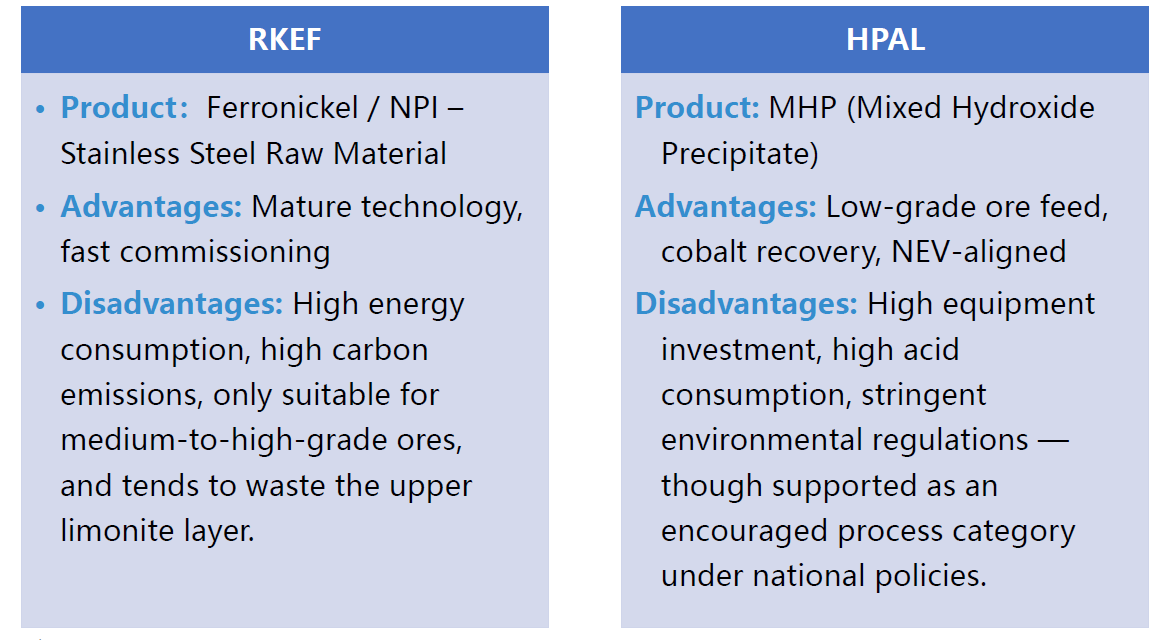
主流冶炼工艺
全球镍资源需求
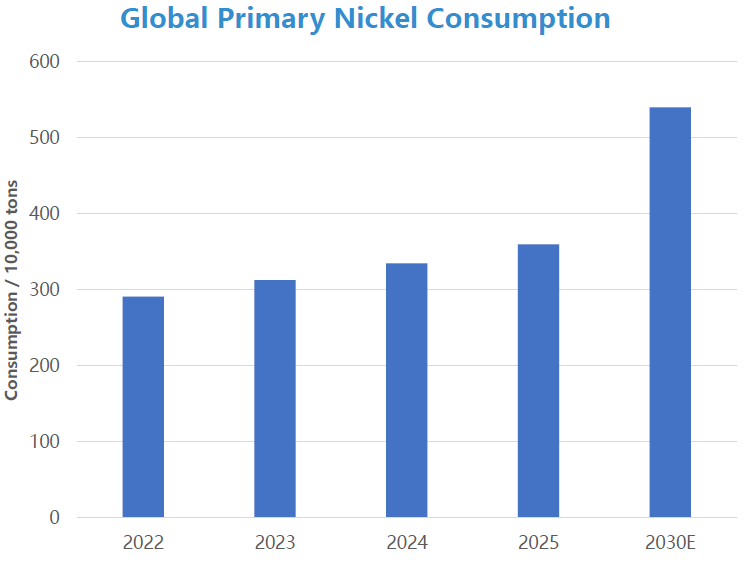
不锈钢:65%(约234万吨)
核心需求基础,低速但稳定增长(复合年增长率+3%)
电动车电池:16%–17%(约58万吨)
最大增长推动者(复合年增长率+12%–18%)
镍基高温合金及特种合金钢:9%(约32万吨)
应用领域:航空发动机、燃气轮机、石化防腐管道(复合年增长率+2%-4%)
电镀、铸造、催化剂等:9%(约36万吨)
五金电镀、电池极片、化工原材料。需求量稳定,逐年温和增长
2025年全球动力电池市场格局
2017年至2025年,全球电动汽车动力电池装机量快速增长,2025年突破1.1 TWh,同比增长31%。国内企业占据前十名中的6席,合计市占率超过70%,形成了"中国主导"的全球供应链格局。
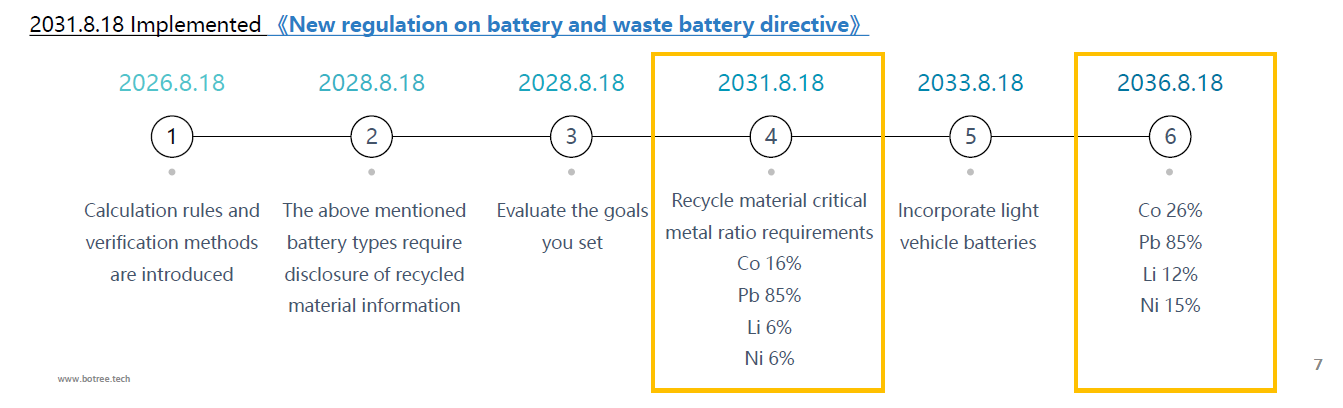
回收材料比例要求
适用对象:电动汽车电池、工业电池(>2千瓦时,不含外部储能)、启动电池。轻型车辆电池将从2033年开始实施;
回收材料来源:电池生产过程废料(非综合报道)和售后废料(消费后);
待检测材料:电池活性物质中的Co、Pb、Li和Ni。
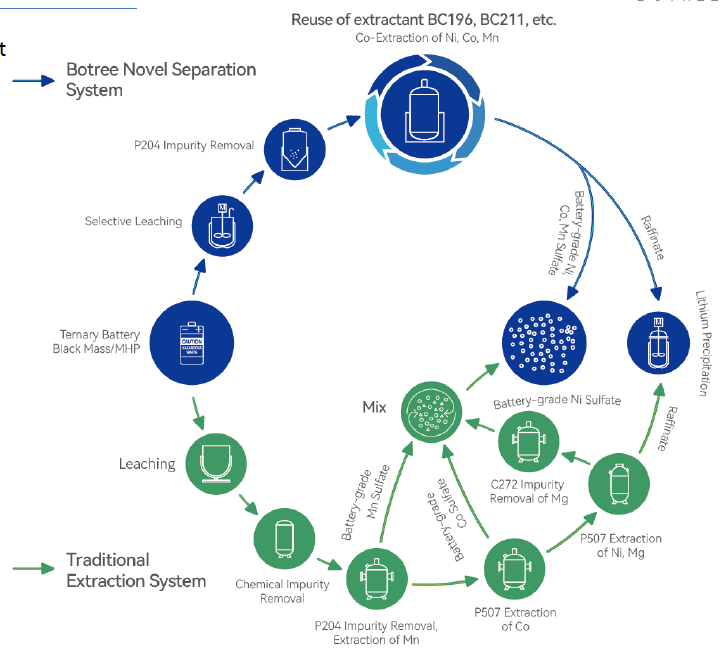
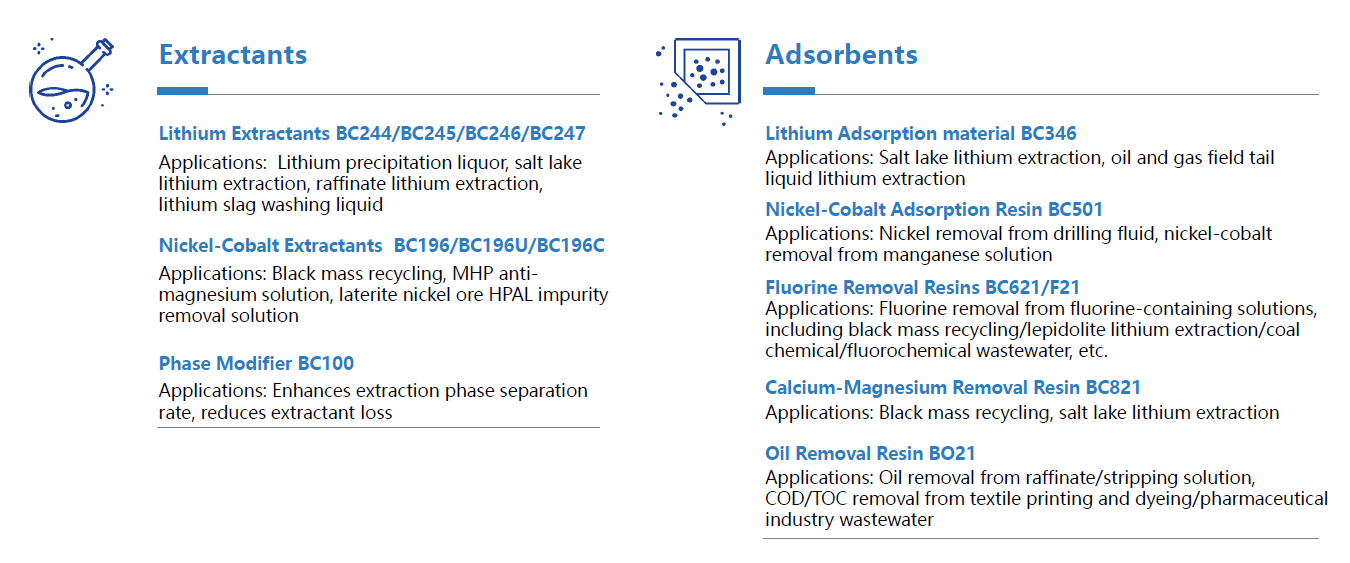
核心技术
金属分离与纯化
适用于三元电池黑粉和镍钴氢氧化物沉淀(MHP)
镍钴直接回收率 > 98%
共萃取体系优势(BC196、BC211等)
► 同步萃取镍、钴、锰,直接生产电池级材料,特别适用于高镍体系;
► 萃取设备投资减少30%以上,萃取能耗降低10%以上,萃取成本降低5-20%;
► 与传统工艺相比,全湿法冶金工艺碳足迹降低6-8%。
红土镍矿新技术
根据BC196的提取特性,开发了一种新型红土镍矿工艺,旨在缩短工艺流程并降低运营成本。
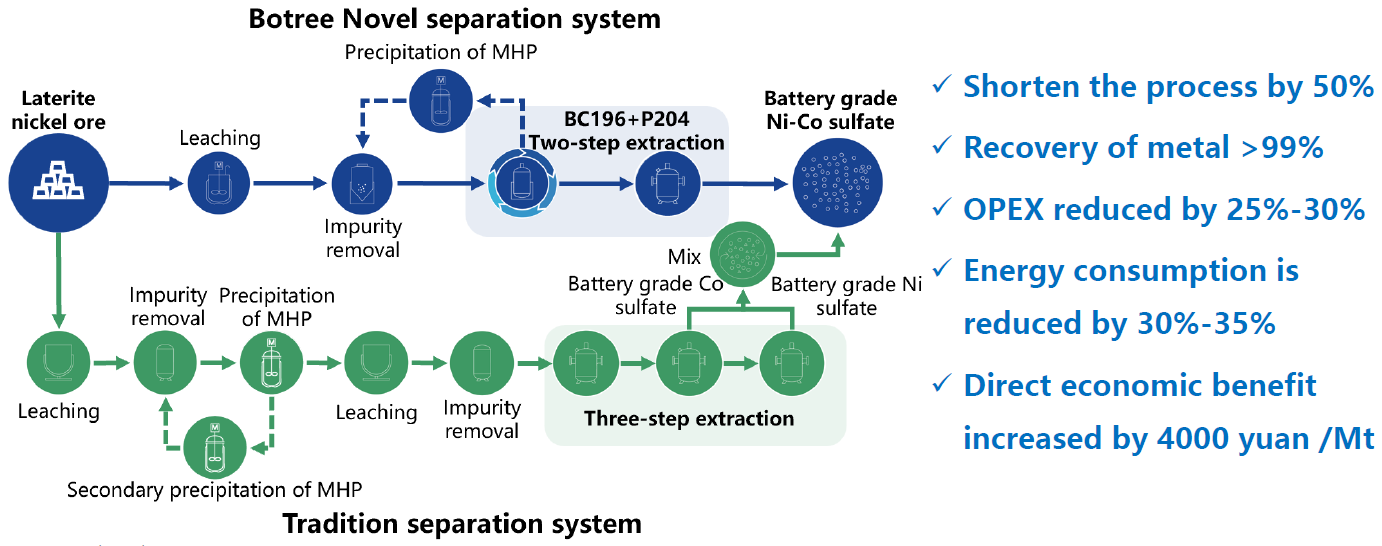
红土镍矿新技术
该技术已成功完成中试验证,完全兼容硫酸和硝酸体系。
通过实施创新的直接镁皂化工艺及镁再生工艺,可实现萃取成本的大幅降低。
➢ 产品液纯度高,Ni+Co>115 g/L,Mg<0.005 g/L,Ca<0.002 g/L,pH=3.5~4;
➢ 洗涤比<20%;
➢ 金属回收率>99%,萃余液中Ni+Co浓度低于0.02 g/L;
➢Mn平均萃取率<8%。
柱式萃取技术
柱式萃取是一种基于液-液萃取原理的高效分离方法。该技术利用特定有机溶剂与溶液中的金属离子形成稳定络合物,通过逆流接触混合,实现金属离子在两相间的高效分离与转移。博树依托自主研发的BC196等萃取剂,进一步开发了镍钴共萃柱式萃取设备。该系统具有高传质效率和显著的成本优势,还可应用于锂的萃取与反萃。
优势
► 镍钴共萃率>99%
► 溶剂损耗<5%
► 功率消费量节省>80%
► 占地面积减少>70%
► 萃取剂一次性投入减少>50%,特别适用于红土镍矿酸浸除杂液的直接萃取。
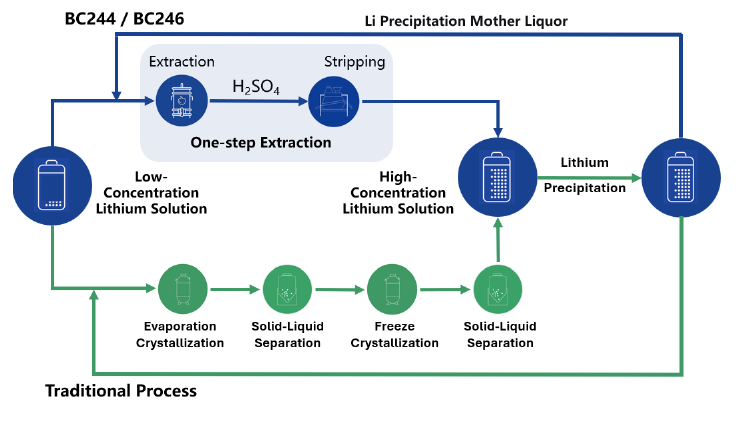
新型锂提取技术
硫酸焙烧工艺产生的锂渣和尾矿通常被废弃,但在新能源电池需求量激增和湿法冶金技术成熟的推动下,这些废料正在转化为价值。博萃科技开发了一种基于新型萃取剂BC244和BC246的短流程锂提取技术,突破了传统工艺高成本、低效率的瓶颈,实现了低成本下的高锂回收率。
优势
► 锂回收率>98%
► 锂负载产能>4g/L
► 锂/钠分离系数>1,200
► 选择性高,工艺流程短
► 效率高、稳定性强,长期运行无乳化或第三相问题
► 运营成本降低20%–40%
以LiH₂PO₄制备的磷酸铁锂正极材料,相比Li₂CO₃路线,具有更高的振实密度、压实密度,更好的颗粒形貌,更长的循环寿命,更优异的倍率性能,以及更少的杂质。然而,LiH₂PO₄的制备一直受限于高成本和难以控制的工艺条件。博萃循环的一步提取工艺,依托高选择性锂萃取剂,能够以更低成本高效生产高纯度LiH₂PO₄,还可根据需要生产高纯度Li₂SO₄溶液。
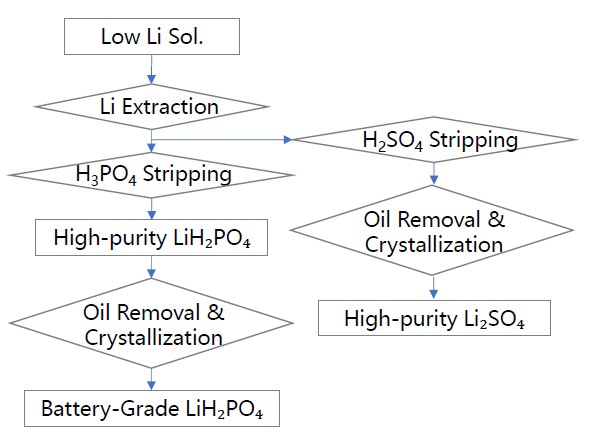
优势
► LiH₂PO₄生产成本降低10%-40%
► 锂回收率>98%
► 高纯硫酸锂纯度>99.9%
► 高纯Li₂SO₄生产成本降低20%-30%
► 能耗降低10%–20%
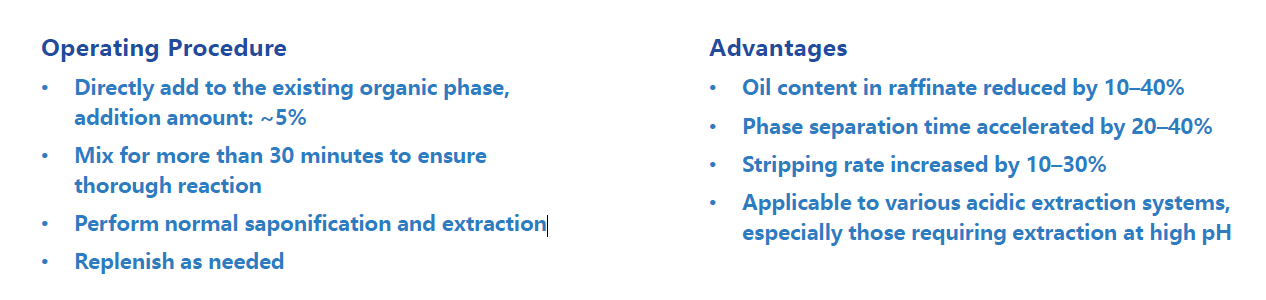
新型相调节剂
在使用酸性萃取剂过程中,通常需要进行皂化处理,且需要较高的pH值才能实现良好的萃取性能。然而,在这种高pH条件下,容易出现第三相形成和乳化等问题。此外,高pH值还会增加萃取剂因溶解造成的损耗。为应对这些挑战,博特瑞开发了BC100相调节剂,能够有效降低萃取剂损耗、缩短分相时间,并显著降低第三相形成和乳化的可能性。
新型除镍树脂材料
BC501是一种以聚苯乙烯为分子骨架的大孔弱碱性树脂。它对镍、铜、钴等金属离子具有优异的选择性和结合能力,表现出优异的金属分离性能。相比钴离子,它对镍和铜具有更好的选择性,适用于高浓度硫酸钴体系中选择性除镍除铜。它对钠、钙、镁等离子的选择性较弱,因此能够在钠、钙、镁体系中实现镍、钴、铜的深度去除与分离。
优势
► 在高钴体系(Co>120g/L)中,镍浓度可降至2 ppm以下,钴损失率<5%
► 再生仅需酸和水,无需液碱,运行成本低
► 运行稳定,年损耗率<5%
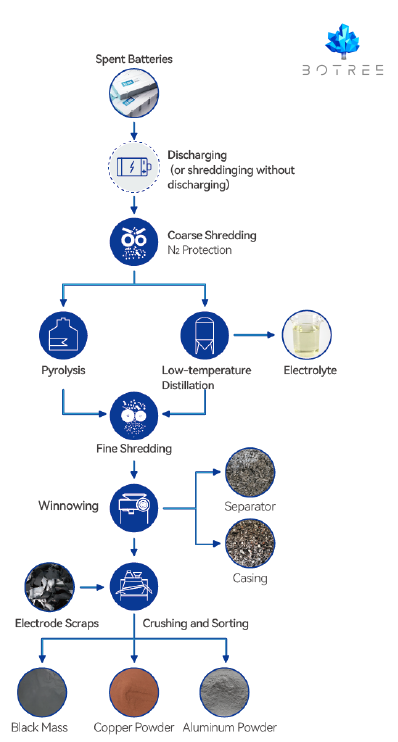
全流程预处理
适用于NCM/磷酸铁锂/NCA/钴酸锂/锰酸锂等废旧电池及极片废料
黑粉回收率 > 95% 铜铝杂质 < 1.5%
预提锂
适用于锰酸锂、钴酸锂、NCM、NCA等各类黑粉。
锂经济回收率90-95%
优势
► 高纯度锂溶液,金属杂质:(1)初级纯化后≤30 ppm;(2)深度纯化后≤1 ppm
► 高锂浓度,锂浓度>20 g/L,无需蒸汽集中化;
► 对黑粉杂质(电解液、铜、铝等)含量容忍度高;
► 环境友好,无废水或固体废物。
磷酸铁锂多组分回收
适用于废旧磷酸铁锂电池黑粉、极片废料粉末
锂回收率90-95%
电池级磷酸铁回收率85-95%
优势
► 锂浸出率 > 95%;
► 对黑粉杂质(电解液、铜、铝等)含量要求低;
► 与锂辉石相比,邦普回收工艺生产的电池级碳酸锂碳足迹降低40%以上。
资源提取
 点击了解论坛详请
点击了解论坛详请




