在由上海有色网信息科技股份有限公司(SMM)主办的SMM AICE 2026(第二十一届)铝业大会暨铝产业博览会-铝板带箔行业发展论坛上,洛阳龙鼎铝业有限公司创新研究院副院长 张果围绕“绿色低碳连铸连轧的技术创新与产业化生产”的话题展开分享。

哈兹列特连铸连轧介绍
国内铝合金坯料工艺种类
直冷铸造+热轧:中国的现代化铝板带热轧起源于1956年建成的东北轻合金厂从苏联引进的1条四辊可逆式φ750/1250mm×2000 mm热轧机组,现已成为世界最大的铝板带热轧技术应用国。
辊式铸轧:起源于1979年华北铝业研制的第一台辊式铸轧样机φ650×1300mm,到1987年华北铝业从法国引进1台φ960×1600mm铸轧机后,国内开始大规模推广应用,2000年后未再引进进口设备。
哈兹列特连铸连轧:起源于2009年伊电集团从美国引进的第一台Hazelett连铸连轧生产线。目前国内共有2条生产线。
在铝板带加工工艺中,连铸连轧是指把液态铝通过铸嘴注入连铸机中铸造出铝板坯后,在不经过冷却,不经过表面处理,也不再进行加热的情况下,利用铸造余热直接进入热连轧机组中进行轧制成型铝板带轧制工艺。
根据产品形态,以及生产工艺、铸造原理等,有多种类型。目前国内铝板带加工行业中,较为成熟的应属哈兹列特(Hazelett)连铸连轧技术。
国内自2009年伊电集团引进第一条Hazelett连铸连轧生产线至今,目前国内共有3条生产线,第3条生产线目前试生产中。
Hazelett连铸连轧介绍
Hazelett连铸连轧技术是由美国Hazelett公司于1947年开始研究发明的,世界上首条Hazelett连铸连轧生产线于1963年在加拿大阿尔古兹公司投产。
经过半个多世纪的发展,目前,全世界用于铝板带坯生产的Hazelett连铸连轧生产线已经达到17条,分布在美国、加拿大、日本、西班牙、阿曼等国家。但其中5条生产线处于停产状态。
2009年,伊电集团引进了国内首条铝板带Hazelett连铸连轧生产线,并于2011年投产;
2014年,内蒙古联晟引进了中国第二条生产线,并于2018年正式投产。
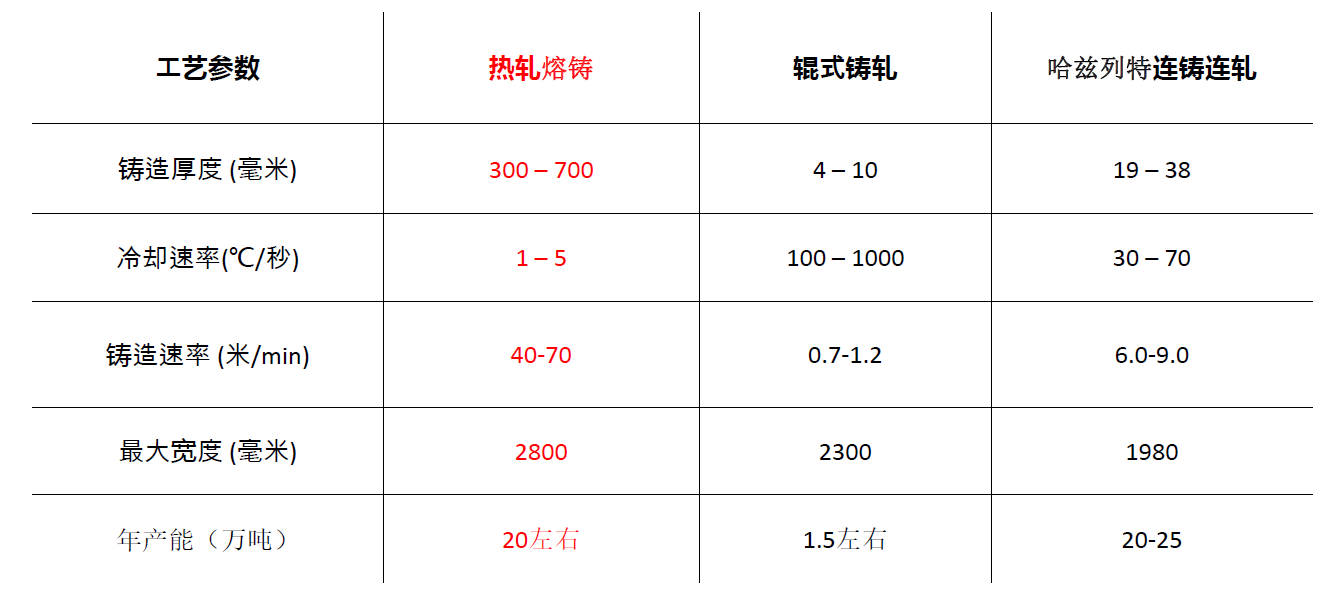
参数对比
设备配置
Hazelett连铸连轧技术是一种介于辊式铸轧与直冷铸造+热轧工艺之间的一种生产工艺。
连铸连轧生产线应包括以下主要设备:
熔炼炉/保温炉4-6台,保证铝液的连续供应;
铝液在线净化装置(包括除气系统、过滤系统)各2套,保证在线切换;
深床过滤装置一套;
连续铸造机组;
单机架或多机架热连轧机组;
至少两套卷取装置,可实现在线换卷。
工作原理
Hazelett连铸连轧技术的核心工序——连续铸造,是在同步运行的两根冷轧低碳合金钢带之间完成的。
钢带套在两个上下支撑的框架上,每个框架上有两根张紧导轮来支撑钢带,形成铸造腔模的上下表面。在下框架上安装两条由多个矩形块连接起来的金属挡块,以形成铸模的侧壁。挡块可依靠与钢带的摩擦力保持跟钢带同步移动,形成运动着的铸模。
在钢带的内表面上安装有若干根磁性钢辊作为支撑辊,确保生产时,模腔的成型稳定。在支撑辊之间,安装有若干组可调节的高速冷却水喷嘴,可喷射定量的水流来对钢带进行冷却。
钢带厚度一般为2.0mm左右,采用钨极惰性气体焊接而成,钢带表面喷涂有纳米陶瓷涂层来提高钢带使用寿命,这也是影响钢带国产化的主要原因之一。
核心设备
在这一环节,张副院长介绍了Hazelett连铸连轧技术的核心设备,比如铸造钢带感应加热系统——可消除铸模进口处的热变形;磁性辊——可控制钢带在铸腔内的纵向跳动;钢带表层涂层应用;ESP喷涂保护;HE气保护气体使用;
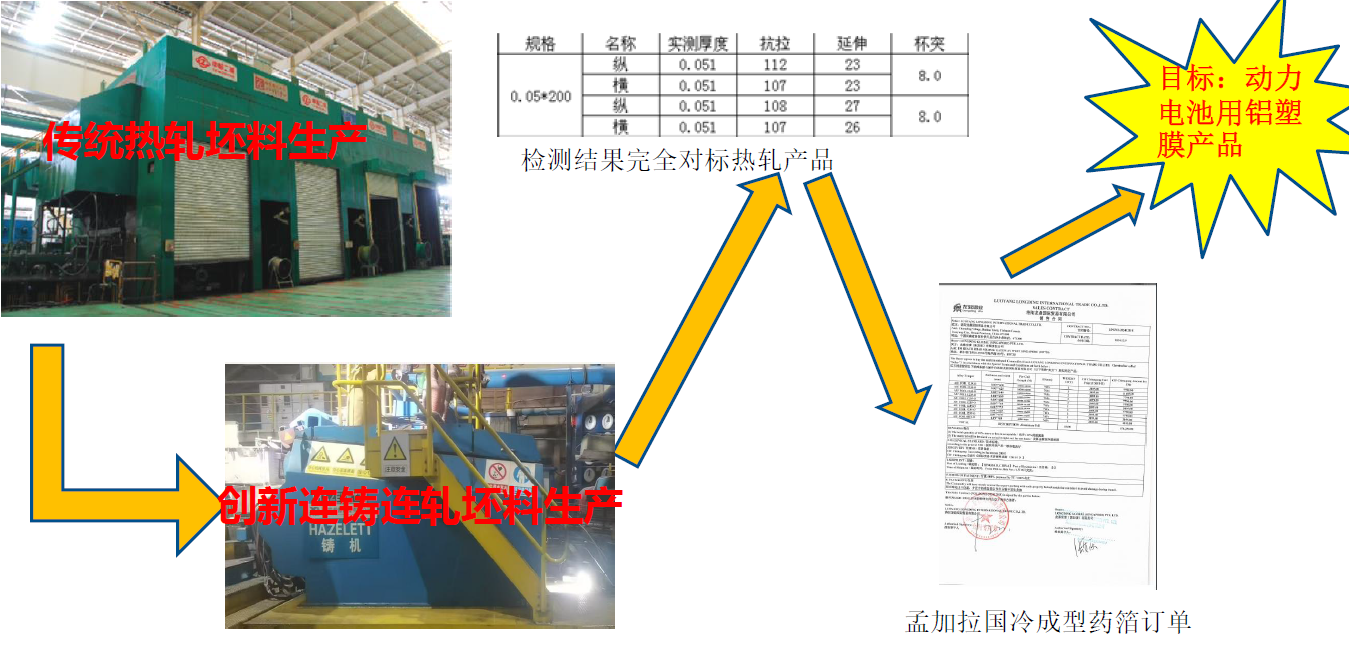
产品介绍
连铸连轧生产特点——优点
作为一种介于辊式铸轧与直冷铸造+热轧工艺之间的新型生产技术,对于铝板带的生产而言,具有十分突出的优势。
生产效率高。单日产量最大可达到1000吨,非常适合单规格大批量产品的生产交付。
部分产品力学性能优良。经过后续热处理与加工后,力学性能指标接近甚至超过热轧工艺产品,尤其适合对深冲胀形性能要求高的产品;
设备投资规模相对较低。与热轧相比,省去了深井铸造、热处理炉、铣面机等设备投资。厂房占地面积小,投资小。
生产成本低。省去铸坯冷却、铣面、加热等工序,吨产品生产成本较热轧降低700-1000元。
易轧制,适用大加工率生产。坯料晶界偏析程度与过饱和固溶体含量适中,材料屈强比适中,与辊式铸轧坯料相比,更易于轧制。
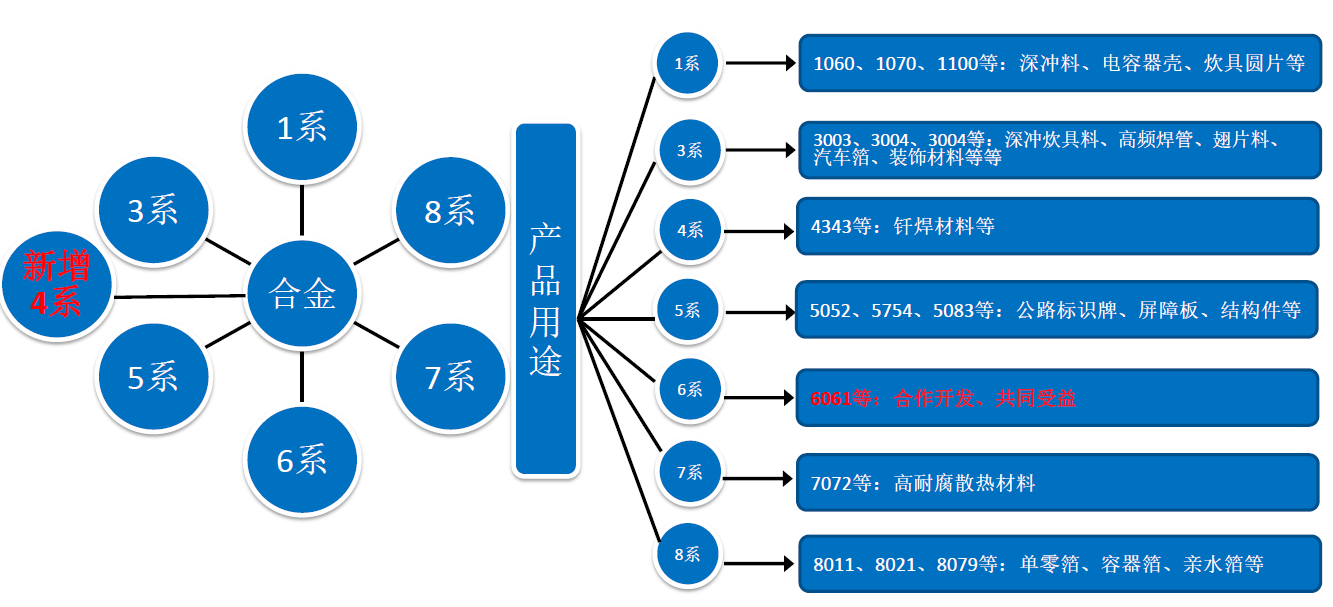
合金种类涵盖面广。Hazellet连铸连轧工艺涵盖了1×××、3×××、5×××、8×××系及部分4×××、6×××、7×××系变形铝合金。
连铸连轧生产特点——缺点
由于连铸连轧技术在铝加工行业内应用时间较短,且全世界现存的用于生产铝板带产品的连铸连轧生产线数量较少,目前该技术仍然还存在诸多问题有待攻克。
设备国产化程度低,后期运行成本高:该生产线目前世界范围内仅17条,国内仅2条常态化生产,未有第二家设备制造商从事该设备与技术的研究。
大量备品备件、生产消耗性材料尚未实现国产化;缺少对该生产工艺的系统性研究,主要依靠企业自身开展设备、工艺创新研究。
熔体质量不仅影响产品质量,更影响生产连续性:大通量铸造的铝液通过铸嘴完成,铸嘴流腔为熔体流过的瓶颈处,一旦熔体质量处理不好,容易造成铸嘴堵塞,导致生产停线。
宽度规格受限,生产组织不灵活:立板成本较高,单批次通过量应不少于500吨;产品宽度受制于前箱与铸嘴,无法任意调整产品宽度;产品宽度无法实现在线调整,换规格时必须停机重新启动;
① 成品性能较铸轧有差异,尤其H24、H26状态材料横向性能不稳定,阻碍部分产品开发;
② 铸坯表面存在较多麻坑及表层偏析,轧制前无铣面工序,表面质量较差,不能用于高表面质量要求产品;
③ 铸坯生产速度过快,材料内部组织偏析以及表面偏析严重,且相对易造成缩松、缩孔等铸造组织缺陷;
④ 铸坯与冷却水仅相隔2.0mm左右厚度钢带,冷却效率太高,坯料表层晶粒度极细,生产特定产品无法获得大晶粒组织。
连铸连轧生产特点——质量硬伤
连铸连轧工艺中的快速冷却与热机械耦合作用,会导致铝合金带材中产生成分偏析、沉淀相分布不均、晶粒组织不均匀的问题,影响带材的稳定性。
持续优化连铸连轧铝合金带材工艺技术,不断提高产品稳定性,满足行业对其质量需求。
连铸连轧生产特点——生产硬伤
单规格大批量,但是太大批量导致船大难掉头
速度:6.8-9.2m/min
厚度:19mm
宽度:1305-1950mm
单小时产量:27-50t
单规格、大通量优势明显,是优点,也是缺点
单套钢带10万,可立板使用6次,每次1.66万元
单幅铸嘴0.5万元
单次立板准备时间约6小时
单次立板放流废料约12吨
单次立板核算成本5万元左右
连铸连轧理论研究——研究目标
多组元协同作用下的高性能低偏析成分设计,建立成分-组织-性能的定量关系;
针对铝合金板、带、箔材料对夹杂物和气体的严苛要求,开发高效、稳定的铝熔体高效净化技术;
通过细化处理,促进成分均匀化,通过凝固组织精细化控制技术为连铸提供高品质熔体
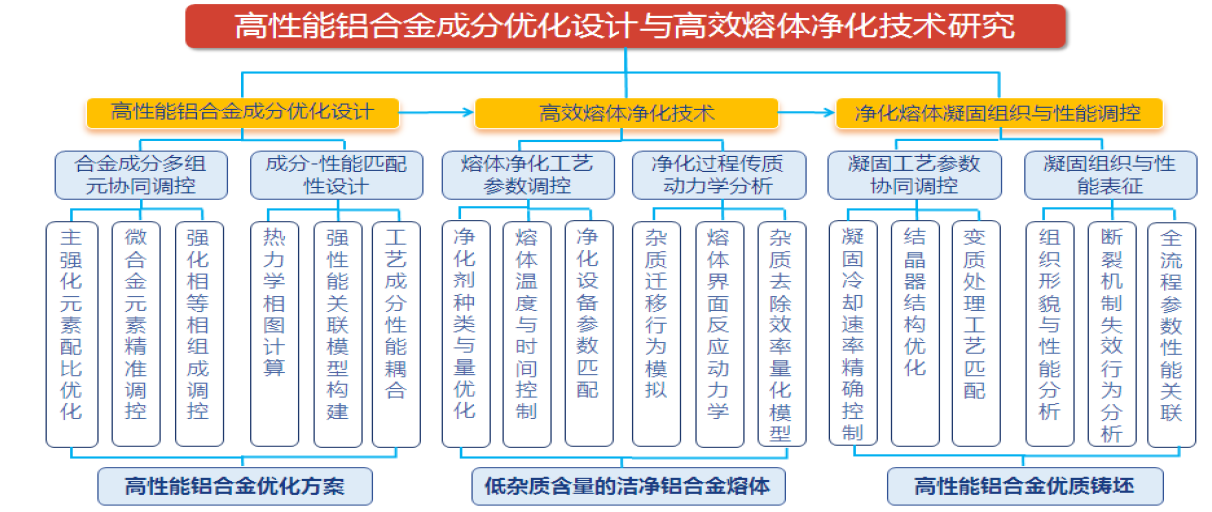
此外,他还分别介绍了高性能铝合金成分优化设计与高效熔体净化技术研究、铝合金带材连铸连轧缺陷形成机理及控制技术研究、高性能铝合金带材轧制和热处理技术研究等三个课题。
连铸连轧理论研究——关键技术及创新
高均质熔体制备难:
快速冷却易导致元素偏析;短流程难以控制熔体纯净度;材料开发受限与技术思维定式。
连铸连轧全流程缺陷控制难:
缺乏对缺陷形成机理的深入认识;难以实现缺陷的精准预测和主动控制;多工序参数的协同难以匹配。
冷轧均质化微观组织调控难:
热-力-组织多场耦合关系难以调控;微观储能常的定量控制难以实现;成分偏析区易导致冷轧过程应变集中。
再结晶与沉淀相协同控制难:
冷轧后存在强烈的储能梯度与第二相粒子分布不均;再结晶行为受储能分布、粒子钉扎效应及元素偏析制约。
低偏析熔体净化控制:
采用“正向设计”方法设计低偏析合金成分体系;
明确合金成分、铸造组织与力学性能和表面质量的内在联系。
缺陷全流程协同调控:
建立工艺参数、微观组织和组织缺陷的定量映射关系;
构建对于”工艺-组织-缺陷“的全流程调控理论。
冷轧应变均匀化与储能场调控:
建立热-力-组织耦合有限元模型;构建从理论建模到工艺优化的技术方法;构建工艺参数-储能分布-组织演变关联关系。
热处理再结晶与沉淀相协同调控:
发展多阶段控温退火与粒子动态调控相结合的再结晶均匀化新技术;构建”退火参数-组织演化-性能响应”的映射关联关系。
连铸连轧生产突破-高合金坯料
已批量生产验证,连铸连轧生产线生产中镁、高硅、高锌、高铁、高锰合金坯料具备优势。
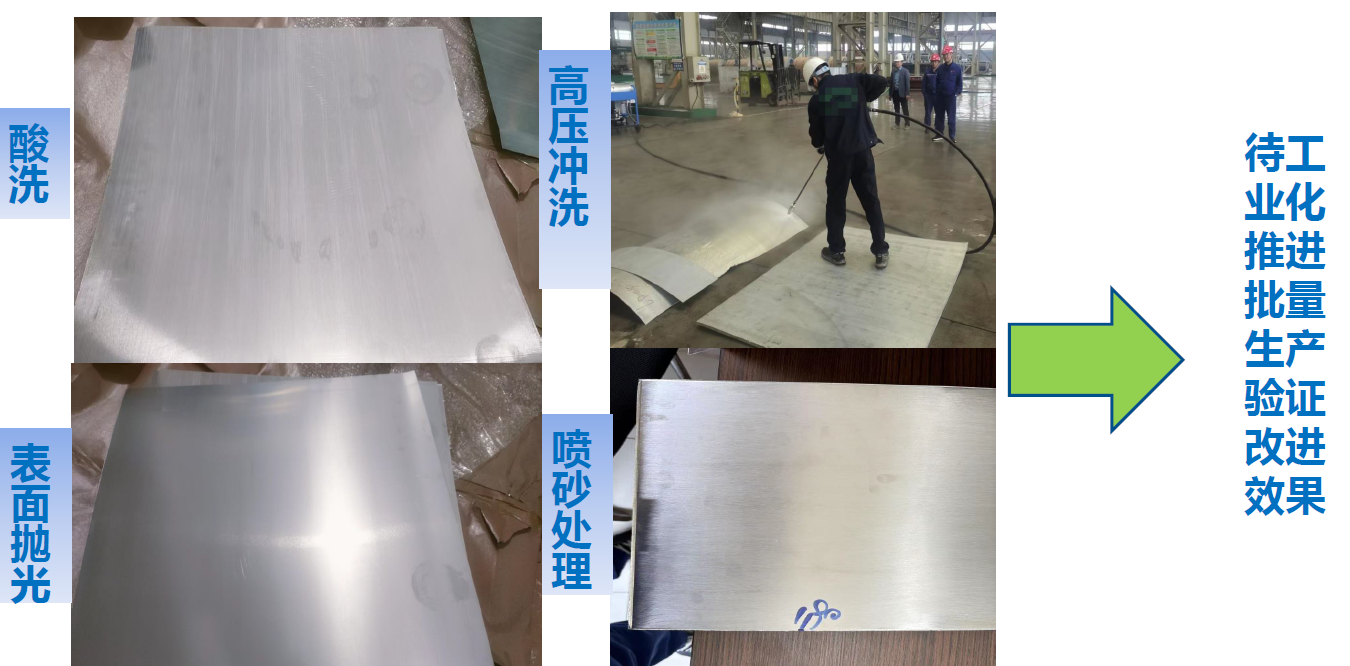
连铸连轧生产突破-表面处理
连铸连轧生产突破-新品开发