


SMM9月18日讯:
要点:硫化物固态电解质LPSC与LPSI具有超高离子电导率(10⁻³~10⁻² S/cm),但遇水会产生剧毒H₂S。全流程需在露点<-60℃的无氧环境中进行,采用干法电极和冷压工艺。LPSC兼容高压正极,LPSI需界面改性,均需严格封装抑制枝晶。

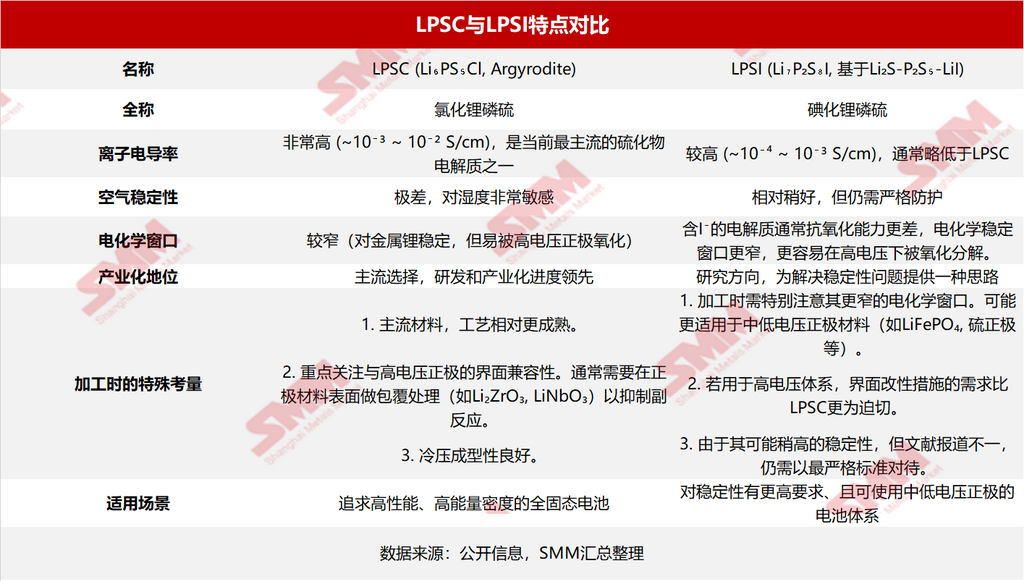
LPSC(Li₆PS₅Cl,锂磷硫氯)与LPSI(Li₆PS₅I/Li₇P₂S₈I,锂磷硫碘)是当前全固态电池研发的核心硫化物电解质材料,二者凭借接近液态电解液的离子电导率(LPSC约1.2×10⁻³S/cm,LPSI达10⁻²S/cm)成为产业化重点方向。但其对水氧的极端敏感性(遇水生成有毒H₂S并失效)、界面稳定性差异,决定了加工需围绕“绝对隔绝水氧”和“精准界面调控”两大核心,以下从共性要求、专属工艺、性能优化及质量控制四维度展开详细说明。
一、共性核心加工要求:无水氧、高致密、严密封
LPSC与LPSI的化学特性高度相似,加工全流程需遵循统一的“干燥-隔绝-致密”原则,任何环节的水氧侵入均会导致材料失效,具体要求如下:
1.环境控制:全程无水氧保护(最关键前提)
水氧指标:所有工序(混料、涂布、堆叠、封装)需在Ar气氛手套箱或超干燥间内进行,环境水含量(H₂O)<0.1ppm、氧含量(O₂)<0.1ppm;若为规模化生产线,需配备分子筛循环干燥系统,实时监测并剔除微量水氧。
设备防护:混料机、压片机、封装机等需内置惰性气体循环通道,避免设备内壁吸附水分与材料接触;转移过程使用密封金属容器,禁止暴露于空气。
2.原材料预处理:去湿除杂,保障纯度
干燥标准:LPSC/LPSI粉末、正极活性物质(如NCM811、硫碳复合)、导电剂(VGCF、碳纳米管)需在100~120℃真空烘箱中干燥24小时以上,确保表面吸附水含量<0.05%;LiI(LPSI原料)需额外在80℃下真空干燥12小时,防止高温挥发。
储存与转移:干燥后原材料需全程存于手套箱内,使用前通过行星式球磨机预混合(转速200~300rpm,时间1~2小时),确保颗粒均匀分散,避免团聚影响离子传导。
3.电极制备:干法为主,湿法为辅(规避溶剂与电解质反应)
干法工艺(主流):
正极采用“活性物质:电解质:导电剂=7:2:1”比例,在手套箱内通过高能球磨(球料比10:1,时间3~5小时)实现均匀混合,随后用100~300MPa冷压成极片(厚度80~120μm,孔隙率<5%);负极若为锂金属,需轧制为10~20μm薄片,表面用无水乙醇擦拭除油。
湿法工艺(特殊场景):
仅适用于低反应性溶剂(如乙腈、丁醇),粘结剂选用PVDF-异丁酸异丁酯体系(LPSC专用),涂布后在80℃真空干燥4小时(避免溶剂残留),干膜厚度控制在60~100μm,需严格检测溶剂残留量<100ppm。
4.电解质膜制备:致密化与厚度精准控制
冷压成型(LPSC首选):将纯LPSC/LPSI粉末填入模具,用200~300MPa(LPSC)/50~100MPa(LPSI)冷压,制成厚度60~200μm的隔膜,致密度需达90%以上(孔隙率<10%),确保离子传导连续。
涂覆成型(规模化方向):在负极极片表面直接涂覆LPSC/LPSI浆料(固含量60~70%,溶剂为无水乙腈),通过狭缝涂布机控制湿膜厚度,真空干燥后形成一体化电解质层,避免后续堆叠产生界面间隙。
气相沉积(高精度场景):LPSI因对温度敏感,可采用脉冲激光沉积(PLD)或磁控溅射制备1~5μm纳米级薄膜,膜层均匀性误差<5%,适用于微型电池或高倍率场景。
5.电池组装与封装:紧密接触+绝对密封
堆叠顺序:在手套箱内按“正极集流体(铝箔)→正极极片→电解质膜→锂金属负极→负极集流体(铜箔)”堆叠,每层对齐偏差<0.5mm;组装时需施加30~50MPa外部压力,确保电极与电解质紧密接触,降低界面阻抗(目标<100Ω・cm²)。
封装要求:采用铝塑膜软包(厚度150~200μm)或不锈钢壳,封装过程需同步抽真空(真空度<1Pa)并热压密封(温度180~200℃,压力0.5MPa),确保电池全生命周期无气密性泄漏;LPSI电池需额外在封装内添加分子筛吸附片,吸附微量残留水分。
二、LPSC与LPSI的专属工艺差异:适配特性,优化性能
二者因离子电导率、稳定性、反应活性不同,需针对性设计加工参数,具体差异如下:
1.LPSC电池:均衡适配,聚焦中高压场景
LPSC机械加工性好、与NCM811等高压正极兼容性佳,是当前产业化优先选择,核心工艺特点如下:
极片专属体系:正极采用PVDF-异丁酸异丁酯粘结剂,避免传统NMP溶剂与LPSC反应;通过优化球磨参数(转速250rpm,时间4小时),实现NCM811、LPSC、VGCF的均匀分散,极片压实密度达3.5~3.8g/cm³。
电解质膜与组装:电解质膜采用“冷压+涂覆复合工艺”,先冷压制成100μm基膜,再在表面涂覆20μm薄浆层,提升与电极的贴合度;全电池冷压压力控制在150~200MPa,避免LPSC颗粒破碎导致晶界阻抗增加。
性能优化关键:
粘结剂改性:使用LiClO4修饰的PVDF作为“导锂型粘结剂”,促进界面Li⁺传输,0.5C倍率下100圈循环容量保持率达97.05%(未改性仅85%);
界面包覆:在NCM811表面用ALD沉积10~30nmAl₂O₃缓冲层,隔绝LPSC与正极的直接反应,循环阻抗增长速率降低40%。
2.LPSI电池:高导优先,解决稳定性短板
LPSI离子电导率是LPSC的10倍,但对水氧更敏感、LiI易挥发,需侧重低温工艺与界面防护,核心工艺特点如下:
原料与烧结控制:LPSI前驱体(Li₂S:P₂S₅:LiI=5:1:2)混合时,球磨时间延长至15小时,确保LiI均匀分散;烧结采用两步法:先150℃预压成型(压力50MPa),再200℃低温烧结(保温2小时),避免LiI挥发导致成分偏析。
电极与电解质适配:
正极优先选用硫碳(S/C)复合活性物质(LPSI与硫兼容性好),按“硫碳:LPSI=4:1”混合,利用LPSI高离子电导率补偿硫的低导电性,循环1000次容量保持率达80.26%;
电解质膜采用PLD制备5μm纳米膜,膜层表面用气相沉积包覆5nm氟化聚二甲基硅氧烷(F-PDMS)超疏水涂层,在露点-10℃环境下暴露72小时,离子电导率保持率从23%提升至49%。
负极界面优化:采用多孔碳基三维骨架负载锂金属,提供应力缓冲并引导锂均匀沉积,临界电流密度从0.64mA/cm²提升至1.5mA/cm²,抑制锂枝晶穿刺;或引入10wt%WS₂掺杂LPSI,形成混合导电界面,循环400次容量保持率达92.2%(纯LPSI仅61.8%)。
三、性能优化核心:界面工程与工艺协同
LPSC与LPSI电池的性能瓶颈集中于“固-固界面阻抗”和“循环稳定性”,需通过多维度界面调控突破:
1.正极界面:隔绝反应,降低阻抗
LPSC:在NCM811表面包覆LiNbO₃(厚度20~30nm),避免LPSC与正极中的过渡金属离子反应,循环100次容量保持率从61.8%提升至84.1%;
LPSI:在硫碳正极中添加0.5wt%LiI作为氧化还原媒介体,促进多硫化物固态转化,充放电过电位从0.8V降至0.3V。
2.负极界面:抑制枝晶,提升兼容性
LPSC:在锂金属表面预沉积LiF-Li₃N复合人工SEI层,界面阻抗从200Ω・cm²降至50Ω・cm²;或采用Li-In合金负极,通过离子液体辅助预锂化,首圈库伦效率从45.57%提升至93.97%;
LPSI:利用三维多孔镍骨架负载锂金属,结合F-PDMS涂层,实现锂均匀沉积,避免界面副反应。
3.电解质本体:改性增强,提升稳定性
LPSC:通过1-十一烷硫醇(UDSH)化学吸附形成润滑层,375MPa压力下孔隙率从10.9%降至1.7%,临界电流密度提升至3.2mA/cm²;
LPSI:掺杂5~10wt%WS₂,利用其层状结构抑制P₂S₇⁴⁻积累,提升电解质化学稳定性。
四、质量控制与检测:全流程监控,保障可靠性
1.过程监测
环境监测:实时记录手套箱内水氧含量,每小时抽样检测,超标立即停机;
界面阻抗:采用电化学阻抗谱(EIS,频率100MHz~10mHz)监测电极-电解质界面阻抗,LPSC需<50Ω・cm²,LPSI需<100Ω・cm²;
微观表征:用场发射扫描电子显微镜(FESEM)检测电解质膜孔隙率(LPSC<5%,LPSI<8%),能量色散X射线光谱(EDS)验证包覆层均匀性(元素分布偏差<3%)。
2.成品检测
电化学性能:进行0.1C活化化成(化成电压3.0~4.2V),测试0.5C/1C循环性能(LPSC目标100圈保持>95%,LPSI>90%)、-20~60℃高低温性能(容量保持率>80%);
安全性能:通过针刺、挤压测试(压力100MPa),观察是否发生热失控;
在线监测:规模化生产中引入高压绝缘测试、相位成像技术,实时识别界面缺陷,不良率控制在<0.5%。
总结:产业化定位与核心原则
LPSC与LPSI电池加工的核心是“干(无水氧)+封(严密封)+调(界面调控)”:
LPSC:因兼容性好、工艺成熟,适合中高压乘用车、储能场景,是当前硫化物固态电池产业化的“主力军”,需重点优化冷压工艺与粘结剂体系;
LPSI:凭借高离子电导率适配高倍率场景(如无人机、快充设备),需突破LiI挥发、水氧敏感性问题,未来可通过气相沉积与掺杂改性实现规模化。
二者均需构建全封闭惰性气氛生产线,结合界面工程与精准检测,才能实现从实验室到产业化的落地,推动全固态电池进入“高安全、长续航、快充电”的实用阶段。
说明:对本文中提及细节有任何补充或关注固态电池的发展时,随时联系沟通,联系方式如下 :
电话021-20707860(或加微信13585549799)杨朝兴,谢谢!


SMM新能源研究团队
王聪 021-51666838
马睿 021-51595780
冯棣生 021-51666714
吕彦霖 021-20707875
周致丞021-51666711
王子涵021-51666914
张浩瀚021-51666752
王杰021-51595902
徐杨021-51666760
陈泊霖021-51666836
杨朝兴021-20707860





