


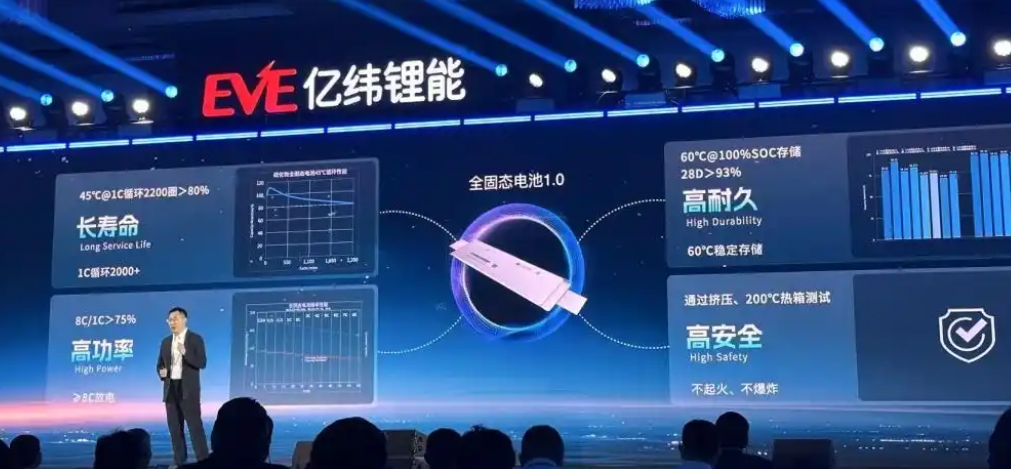
核心内容:亿纬锂能全固态电池产品软包电池可实现-20℃~60℃宽温工作,20MPa压力下稳定运行。循环性能上,可以实现45℃@1C,2000圈以上的循环;存储性能上,60℃满电存储28天,容量恢复率>93%,高温存储性能与液态电池相当;功率性能上,可以实现8C放电;安全性上,可以通过挤压和200℃热箱测试。

一、技术路线选择:硫化物+卤化物复合体系
亿纬锂能在全固态电池研发中选定硫化物+卤化物复合电解质路线,核心考量包括多项内容。
高离子电导率:硫化物(如Li₁₀GeP₂S₁₂)的室温电导率可达10⁻²S/cm,接近液态电解质水平,且卤化物(如LiCl)掺杂可进一步优化离子通道连续性,提升界面稳定性。
加工兼容性:硫化物可冷压成型(无需高温烧结),适合大规模量产;卤化物的引入降低了对极端干燥环境的依赖,提升工艺可行性。
界面适配性:复合电解质可缓冲电极充放电时的体积变化(呼吸效应),减少固-固界面开裂风险,同时抑制金属锂枝晶穿透。
技术突破:开发出硫化物微米级包裹技术,通过原子层沉积(ALD)在硫化物颗粒表面包覆LiNbO₃,将界面阻抗降低至传统硫化物体系的1/3。
优化卤化物掺杂比例(如Li₉.₅₄Si₁.₇₇P₁.₄₉S₁₁.₇Cl₀.₃),使电解质在20MPa压力下仍能稳定运行,满足动力电池的机械强度需求。
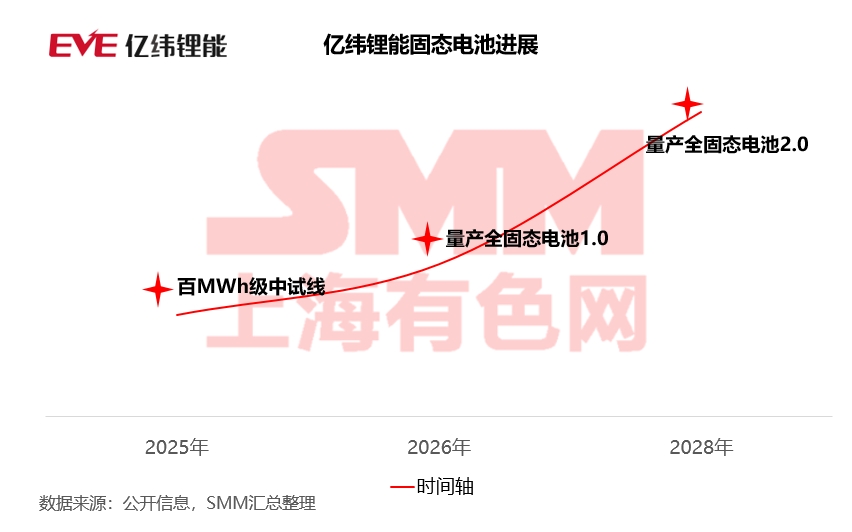
二、时间节点与性能目标
亿纬锂能的全固态电池研发分两阶段推进,时间节点与性能指标明确领先行业:
1.第一阶段(2026年):量产全固态电池1.0
能量密度:350Wh/kg(质量)、800Wh/L(体积),超越当前主流三元锂电池(约260Wh/kg)。
应用场景:混合动力汽车(HEV/PHEV),满足高功率输出需求(支持8C放电),同时适配-20℃~60℃宽温环境。
工艺突破:建成百MWh级中试线(2025年投入运行),实现硫化物电解质膜的卷对卷连续化生产,良率提升至90%以上。
安全验证:通过挤压测试(130MPa压力无短路)、200℃热箱测试(无热失控),满足车规级安全标准。
2.第二阶段(2028年):量产全固态电池2.0
能量密度:突破1000Wh/L(体积),支持纯电动车续航里程超1000公里。
技术升级:引入拓扑聚能结构设计,通过三维多孔电极与电解质的一体化成型,提升体积利用率至85%以上。
应用拓展:覆盖高端纯电车型、飞行汽车(eVTOL)等场景,匹配金属锂负极实现高比能目标。
三、核心工艺与产业化进展
1.中试产线建设
2025年建成百MWh级中试线,采用惰性气氛(Ar)密封式连续生产线,解决硫化物对水/氧敏感的痛点。
开发固态电池专用涂布设备,实现电解质与电极材料的纳米级混合,降低界面电阻至<50Ω・cm²。
2.材料体系优化
正极材料:与当升科技合作开发高镍三元(NCM811)+硫复合正极,通过Li₃PO₃包覆抑制硫的穿梭效应,循环寿命提升至1500次以上。
负极材料:采用预锂化硅碳负极,通过化学气相沉积(CVD)在硅颗粒表面形成Li₂O保护层,首效提升至92%。
3.界面工程创新
专利技术“全固态电池”(CN202421848597.0)通过增大封装平铺面积、减小厚度(C=A/B=5000~20000mm),均衡内部压力分布,延长电池寿命至2000次循环以上。
四、产业链协同与全球化布局
1.上游材料合作
与恩捷股份联合开发超纯硫化锂(纯度>99.99%),通过百吨级中试线实现规模化供应,成本较进口产品降低40%。
与璞泰来合作开发固态电池专用粘结剂,提升电极与电解质的界面结合力,界面阻抗降低至<30Ω・cm²。
2.下游应用落地
与宝马合作开发4695大圆柱全固态电池,计划2026年搭载于新世代车型iX3,支持800V高压平台与10分钟快充。
针对eVTOL市场,推出能量密度320Wh/kg的半固态电池,满足10C高倍率放电与7000次循环寿命需求。
3.回收体系构建
发起全球锂电回收平台,联合华友钴业、格林美等企业,构建覆盖30余国的“回收-再生”闭环,锂资源回收率超85%。
五、挑战与应对策略
硫化物稳定性瓶颈解决方案:开发双层包覆技术(内层LiNbO₃抑制水解,外层LiF钝化表面),使硫化物在空气中暴露时间延长至2小时以上。
规模化成本控制替代策略:用Si替代部分Ge(如LSPS体系),电解质成本从LGPS的$200/kg降至$40/kg,同时优化加工工艺降低能耗30%。
车规级认证周期加速路径:与中汽研合作开展“固态电池安全认证”专项,推动2026年前完成ISO12405-4等国际标准认证。
六、行业竞争格局与差异化优势
技术进度领先:较宁德时代(2027年小批量)、比亚迪(2027年示范装车)提前1年量产,成为全球首个实现全固态电池商业化的中国企业。
全场景覆盖能力:同时布局混合动力、纯电动、eVTOL等多领域,形成“高功率+高比能”产品矩阵,适配不同市场需求。
全球化产能布局:马来西亚工厂(38GWh)与匈牙利基地(30GWh)2026年投产后,可实现欧美市场本地化供应,规避贸易壁垒。
【固态电池:亿纬龙泉二号”全固态电池能量密度300Wh/kg 】
2025年9月2日,亿纬锂能固态电池研究院成都量产基地正式揭牌,“龙泉二号”10Ah全固态电池完成下线。一期计划2025年12月建成,具备60Ah电池制造能力;二期预计2026年12月实现年产能100MWh。“龙泉二号”全固态电池能量密度300Wh/kg。
电话021-20707860(或加微信13585549799)杨朝兴,谢谢!


SMM新能源研究团队
王聪 021-51666838
马睿 021-51595780
冯棣生 021-51666714
吕彦霖 021-20707875
周致丞021-51666711
王子涵021-51666914
张浩瀚021-51666752
王杰021-51595902
徐杨021-51666760
陈泊霖021-51666836





