



6月21日,在由上海有色网信息科技股份有限公司(SMM)、湖南宏旺新材料科技有限公司、娄星区人民政府、国家级娄底经济技术开发区联合主办的2025SMM(第四届)电驱动系统大会暨驱动电机产业论坛——汽车电驱动系统论坛上,上海交通大学博士徐斌对“镁合金电驱壳体及轻量化设计开发”进行了阐述。

镁与电驱壳体的发展背景
镁的发展背景
•镁材料是新兴产业的关键支撑。
•生产资源:矿藏资源丰富,供应性好。
中国已探明白云石储量超过40亿吨;镁成本低,长期可控。
国家导向:科技部、工信部大力支持的新兴金属
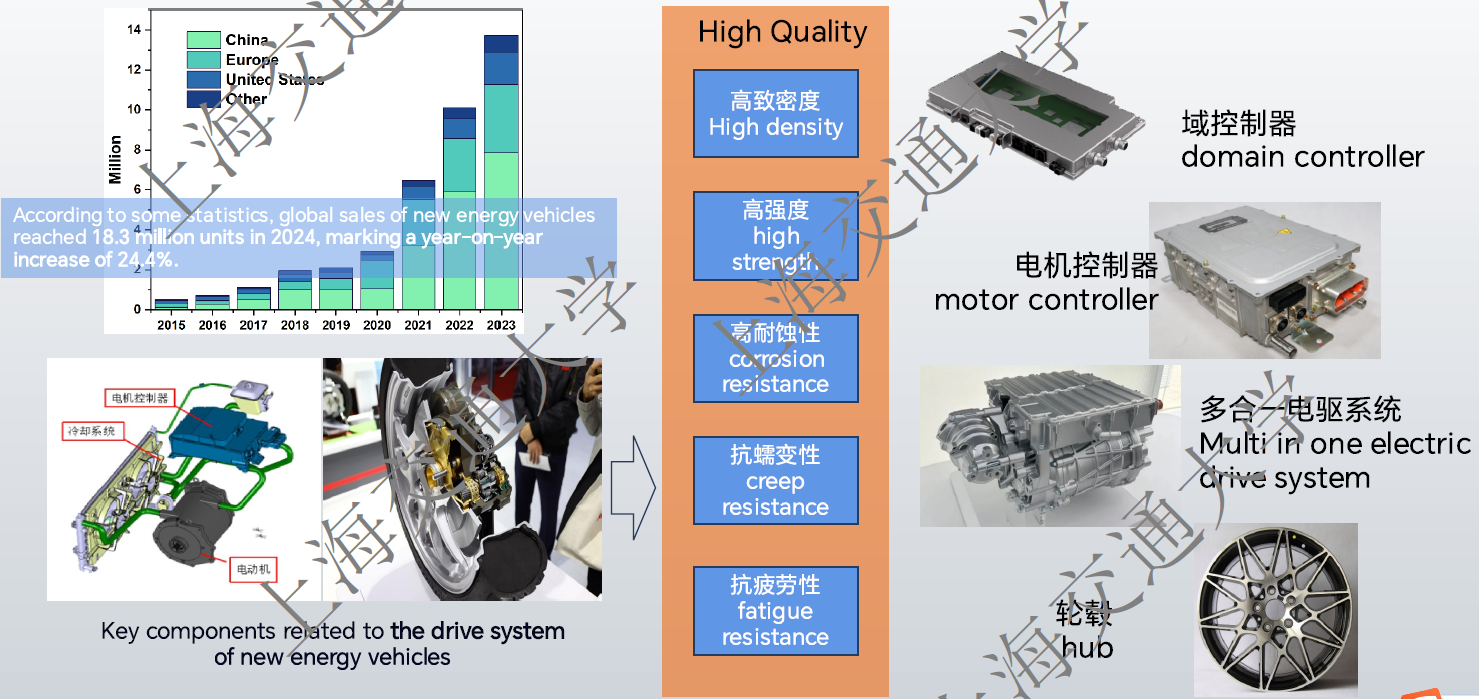
过去,镁合金汽车零部件的创新主要由宝马、奔驰和福特等高端燃油车主导推动与开发,但其应用规模并不大。即便在当下,全球汽车上量产最广泛的镁合金零部件仍主要用于车辆的干燥区域。
对于新能源汽车而言,轻量化需求更为迫切。
技术的新发展
镁合金半固态注射成型原理
镁合金半固态注射成型工艺属于触变铸造技术(Thixocasting)范畴,镁粒子在重力或负压作用下,从料斗进入机筒;机筒内,螺杆的旋转配合外部加热器提供的热量(机筒通常分为5至7段,从进料口至喷嘴温度逐渐升高),使镁合金颗粒在向前输送的过程中既被加热又被剪切;在机筒中部,镁合金受螺杆压缩段挤压产生热塑性变形,实现密实化;待继续抵达至螺杆前端的储料段时,已经转变为部分熔融状态的且含有球形固相的半固态浆料,这种浆料具备出色的流动性和充型性;随后,该浆料通过喷嘴以高速注入模具中,在高速高压下快速冷却凝固,从而形成具有一定形状和尺寸的零件。注射完成后,喷嘴的最前端会降温形成冷塞以实现自密封,从而在不需要保护气体且不需要完全熔化的条件下,形成连续式成型作业。
镁合金半固态注射成型(Thixomolding)技术
镁合金半固态注射成型技术相比传统液态压铸,具有的优势:
(1)安全性高。镁合金在液态下易燃,而半固态注射成型工艺使镁合金在自密闭条件下集成触变制浆和成型于一体,无需使用存在高风险的镁熔炉,同时也省去了镁液给汤转运的步骤,从而确保了镁合金零件的安全生产。
(2)环境友好。传统铸造工艺在熔炼镁合金时会产生大量挥发性气体,并需额外使用SF6作为保护气体,易造成环境破坏,限制了镁合金的应用发展;相比之下,半固态注射成型工艺在生产镁合金部件时,整个过程中不需要完全熔化和保护气,且不会产生熔化废渣,因此是一种绿色制造技术。
(3)氧化夹杂少。半固态成型工艺的温度相较于传统铸造工艺更低,因此氧化风险显著降低。同时,由于注射成型方式使镁熔体不直接接触外界空气,在成型过程中引入氧化夹杂物的概率几乎被消除。
(4)卷气缺陷少。液态镁在充填型腔时易形成紊流,导致气孔缺陷的产生;而半固态镁合金呈现出非牛顿流体的特性,更倾向于以层流方式进行充填,可有效降低成型过程中的卷气现象,使得铸件更加致密。
(5)力学性能优。半固态注射成型的镁合金呈现为非枝晶凝固组织,在高冷速条件下,其平均晶粒尺寸和第二相尺寸均极为细小,同时由于气孔、夹杂等缺陷的减少,具有更优异的强度和韧性。
(6)尺寸精度高。半固态镁合金具备良好的成型能力,可实现复杂薄壁结构的近净成形,并且凝固收缩较小,抗热裂能力提升,因此所制得的铸件尺寸精度较高。
(7)模具寿命长。半固态工艺成型温度相较于传统压铸工艺低了近100℃,显著减轻了镁熔体对模具的热冲击,进而提升了模具寿命。比如生产一些薄壁件时,半固态模具的使用寿命可达到20万至40万模次以上。
(8)材料利用率高。压铸工艺制备的镁合金零部件因含有大量的浇排系统,导致原材料利用率普遍低于50%。相比之下,半固态成型工艺能够大幅减小料柄的尺寸,并且简化流道和溢流槽等结构,从而使得原材料的利用率能够提升至70%以上。
(9)产品良率高。半固态注射成型工艺对镁合金实施精密控温,材料充填品质稳定,无压铸过程中可能出现的预结晶问题,且缺陷低,可直接体现在产品的内部及表面质量,即使在经过后续的加工处理,产品仍能保持较高的良率。
(10)能耗降低。镁合金的半固态成型与压铸工艺在成型周期上同样高效,得益于半固态成型无需熔炉且成型温度较低的优势,其能耗相比于液态压铸生产可以节约至少一半的电能。
上海交大:不同固相率的半固态镁合金组织与性能研究
•Thixomolding工艺下镁合金呈现良好非枝晶组织(无预结晶),当固相率降低,流动性逐渐提高。
•过多的固相会导致流体的孔隙填充能力较差,而在高注射温度制造的样品中,出现了缺陷带,充型表现出液态特征。
对于薄壁件,应选择适中的半固态成型温度,以降低气孔缺陷和提高延伸率。
对于厚壁件,可提高固相率,以实现较小的缩松缩孔缺陷。
镁合金半固态应用的发展阶段
历经近三十年的发展,过去镁合金半固态装备的设计重心一直主要放在薄壁件的成型上,与消费电子市场的迅猛增长保持同步。直至2020年前后,新能源汽车市场的迅速崛起,再次推动了镁合金半固态装备的升级。业界开始寻求制造更大的镁合金一体化汽车结构件,但传统1300T级镁合金半固态注射成型设备的理论最大注射量不足5kg,仅能满足小型中控屏背板、方向盘、扶手支架等部件的生产,远不能达到汽车轻量化的需求。
镁合金半固态迈入大型化时代
►大型设备的发展
近年来,国内设备制造商纷纷加入这一领域,着手研发大型装备,并陆续推出了3000-4000 T的超大型镁合金半固态装备,注射量也突破了原有的限制,这些装备将为大尺寸镁合金材质的多联屏背板、车内门板、仪表板骨架、三电(电池、电机、电控)结构件等产品提供理想的解决方案。
其列举了上海交大-伯乐装备联合研究中心于2024年4月推出4000T设备的案例。
镁合金半固态的新技术也在不断探索
其对双射出技术、TPI技术等进行了介绍。
半固态镁合金新材料与结构件研究开发
适用于半固态工艺的镁合金特点
半固态成型工艺适用的材料:(1)具有一定凝固区间的合金体系,浆料对温度尽量不敏感;(2)镁合金的液相线温度应尽量低,以避免加热温度过高而降低螺杆寿命。
新型半固态镁合金材料开发
特点:半固态工艺性佳,达到压铸铝合金力学和腐蚀性能。
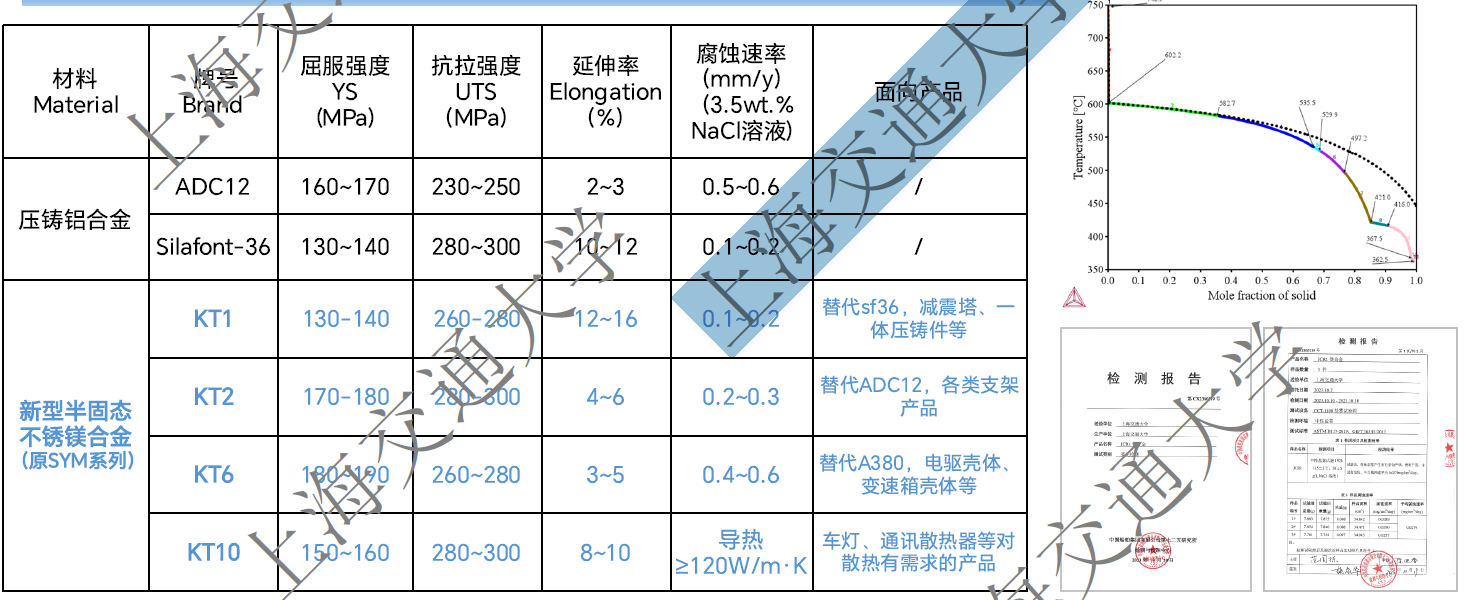
中性盐雾下,新型半固态镁合金素材耐蚀性优于压铸ADC12铝合金。
研制高性能镁合金半固态结构件。
上汽集团创新研发总院与上海交通大学建立战略合作,携手开发推进镁合金电驱壳体半固态工艺技术升级。
其他在开发高性能半固态镁合金电驱壳体
定向开发基于半固态注射成型工艺的交大新材料制备,提升耐蚀/强度/耐热性能。
其还对成型周期、全球首次开展20寸级大型镁合金轮毂的开发应用等内容进行了介绍。
总结与展望
•腐蚀是限制镁规模应用的最大难题,基于材料基因工程方法的不锈镁研究不仅为解决镁合金的腐蚀性带来希望,而且也验证了AI ForScience在快速高效设计新材料方面的有效性。
•超大型镁合金半固态注射成型装备的研发和应用,使得更大尺寸、安全环保的镁合金构件的制造成为可能,将进一步拓宽镁合金的应用范围,助力实现新能源汽车等领域的轻量化目标。






