



在由上海有色网信息科技股份有限公司、上海有色网金属交易中心有限公司和山东爱思信息科技有限公司主办,浙江港联捷物流科技有限公司冠名的GBRC 2026 SMM 电池回收与循环产业大会-主论坛上,上海交通大学材料学院 教授 陶景超围绕“废旧锂电池破碎技术现状和发展趋势”的话题展开分享。

废旧锂电池破碎产业前景
IEA 2025 报告数据显示:中国锂、钴冶炼全球占比70%–75%,电池级石墨精炼超90%;正、负极材料产能分别占全球近90%、97% 以上;全球锂电4TWh 总产能中,中国电芯产能占比超80%。
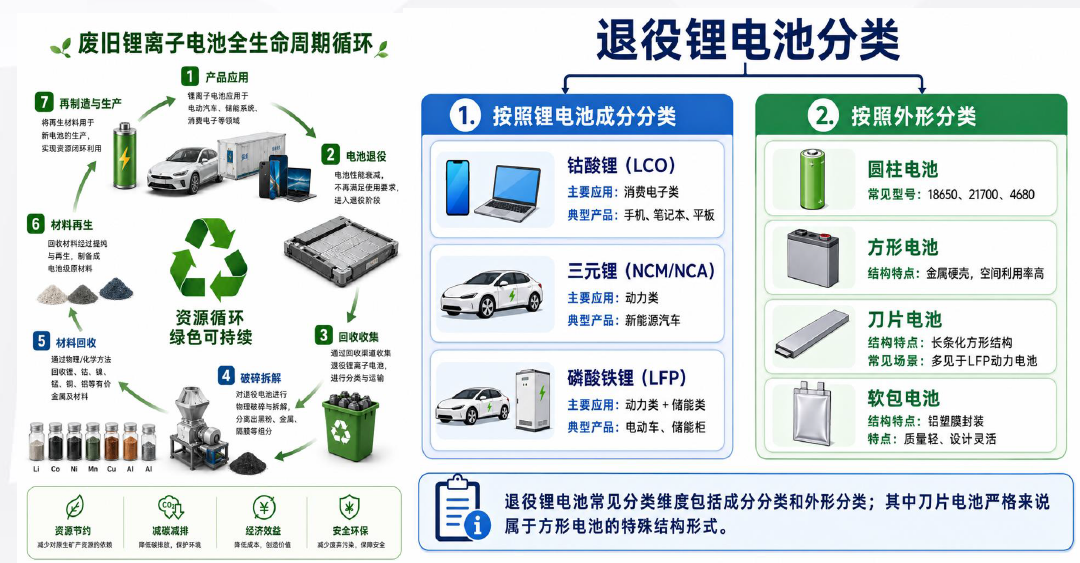
厂废(新废):电池生产不合格品,含各类半成品极片/ 电芯,未投入使用,可集中回收管控。
社会料(旧电池):终端使用后性能衰减报废电池(如残余电量低于80% 退役),来源分散、收集难度大。
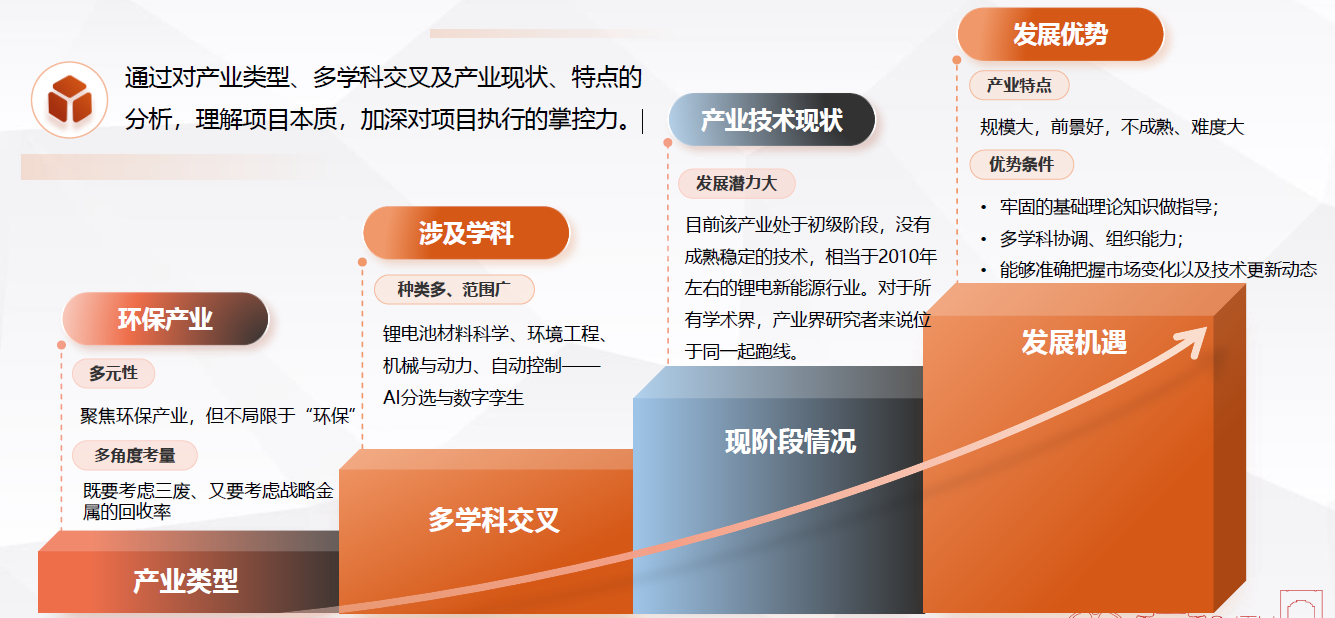
废旧锂电池破碎项目的本质
市场普遍采用的技术方案解读——精细化拆解
由于放电回弹的问题无法解决以及电解液暴露在空气中,单个电芯在拆解流程中存在起火的概率,导致整条产线经常卡壳,生产效率低。
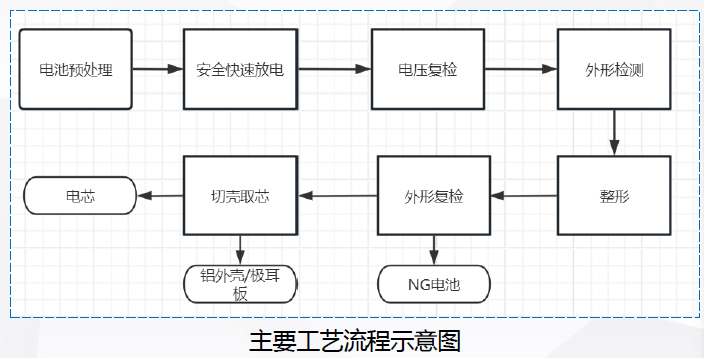
存在问题如下:
1. 只适用于方壳电池;
2. 放电效率低,且存在电压回弹的问题;
3. 取芯→分离正负极片无法实现全自动。
市场普遍采用的技术方案解读——焚烧和中温碳化(裂解)
焚烧:
2025年某企业开业典礼为了掩盖焚烧带来的烟气,将焚烧炉密闭,导致爆炸,造成人员受伤。
中温碳化:
1.设备整体密封性要求高;
2.绝氧环境焦油产量大,堵塞管路筛网等,影响产线产能;
3.电解液高温体积膨胀数十倍,VOC焚烧RTO设备投资高,高温尾气中氟化氢腐蚀性强,尾气处理压力巨大。
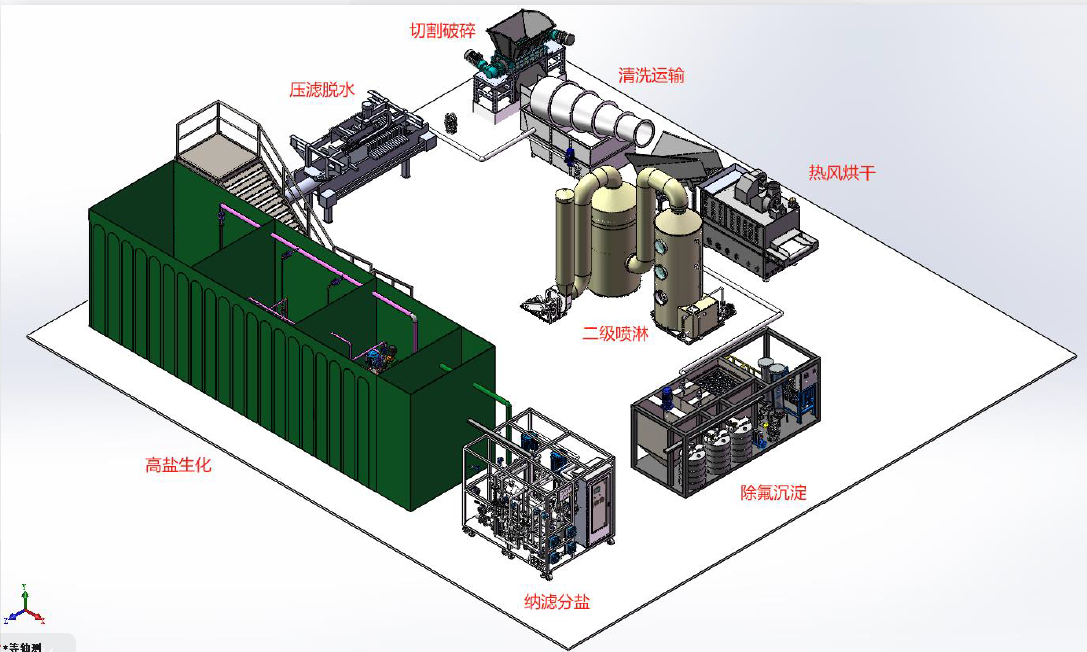
交大团队的方案—湿法破碎技术流程图
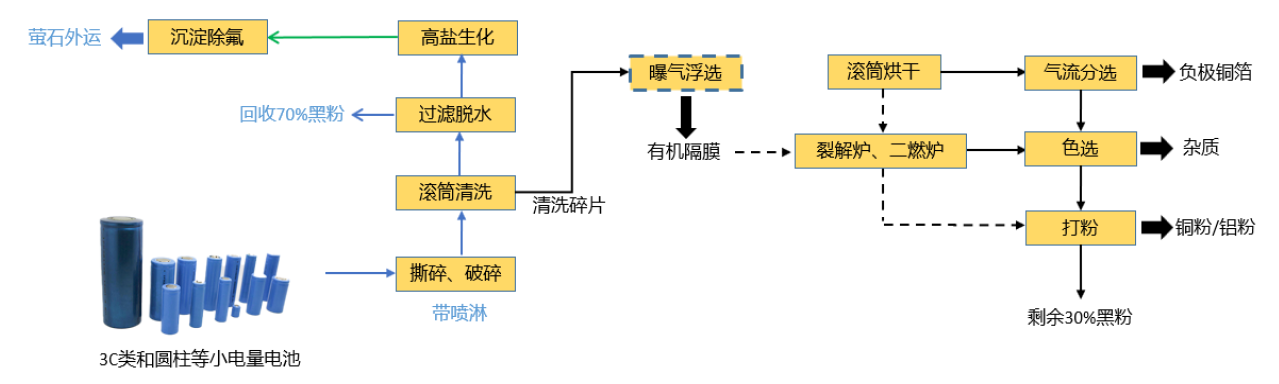
核心技术湿法除氟及环保处理
海南省生态环境厅废旧动力电池综合利用环评批复
技术依托上海交大团队提供全套工艺及环保方案支撑;
落地海南契合自贸港无废海岛建设,填补本地退役电池处置产业缺口;
海南海岛环保标准严苛、环评评审答辩门槛高,本次环评通过充分印证项目清洁生产与污染防控能力达标省内最高生态准入要求,资质稀缺、含金量高。
核心技术优势和成本优势

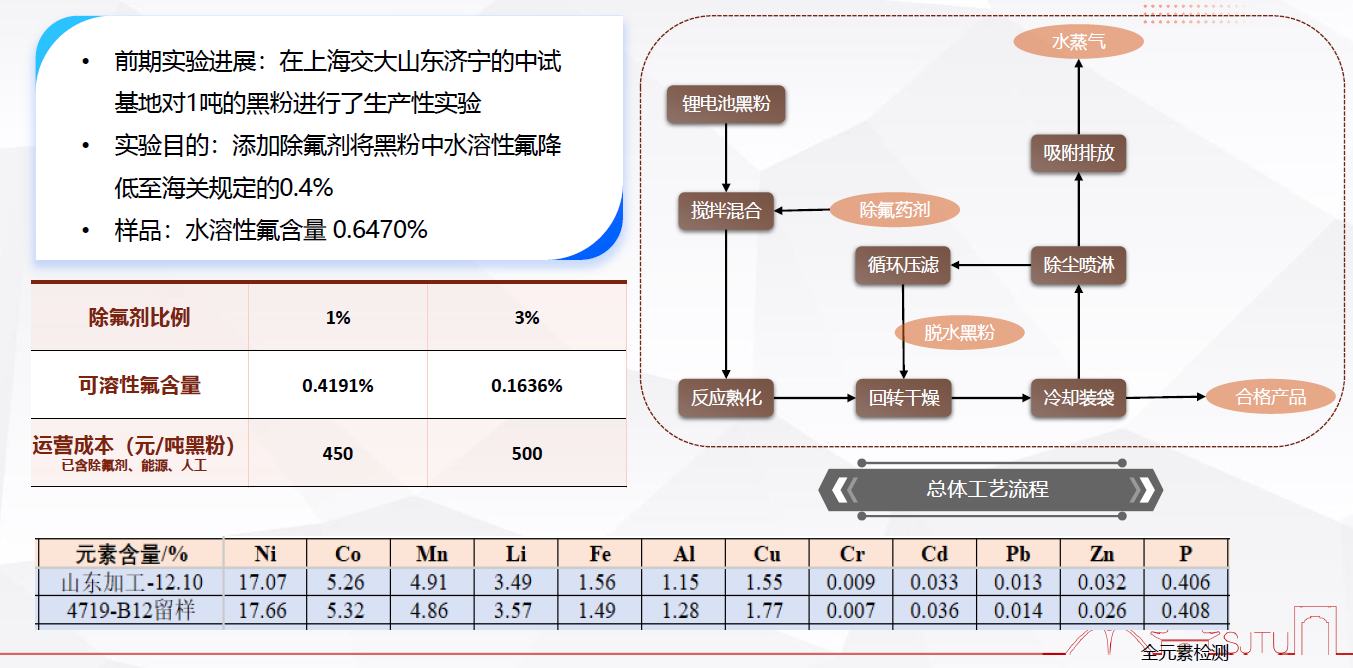
针对海外黑粉水溶性氟离子超标的解决方案(月处理500吨非标黑粉)
未来发展趋势和面临的挑战
电芯高效深度放电技术优化:完善电芯深度放电工艺,提升放电效率与操作安全性;
注液电芯能否智能化精细拆解:研发成套设备,探索注液电芯自动化、精细化智能拆解;
废旧隔膜资源化处置工艺升级:优化废旧隔膜无害化、资源化处理技术路线。
黑粉储存加工阴燃风险防控:解决黑粉储运、加工过程中的阴燃起火安全隐患。
行业长期发展需统筹安全生产、清洁环保与回收经济效益,三者协同发展是核心方向。当前破碎回收工艺仍存在多项关键技术瓶颈,需联合高校科研院所与生产企业协同研发、联合攻关。






