



在由上海有色网信息科技股份有限公司(SMM)主办的2026 SMM(第二十一届)铅锌大会暨产业博览会-铅锌绿色智能发展前沿论坛上,中国恩菲工程技术有限公司主任工程师 王鸿振围绕“锌冶炼赤铁矿除铁工艺技术及实践”的话题作出分享。

研发历程
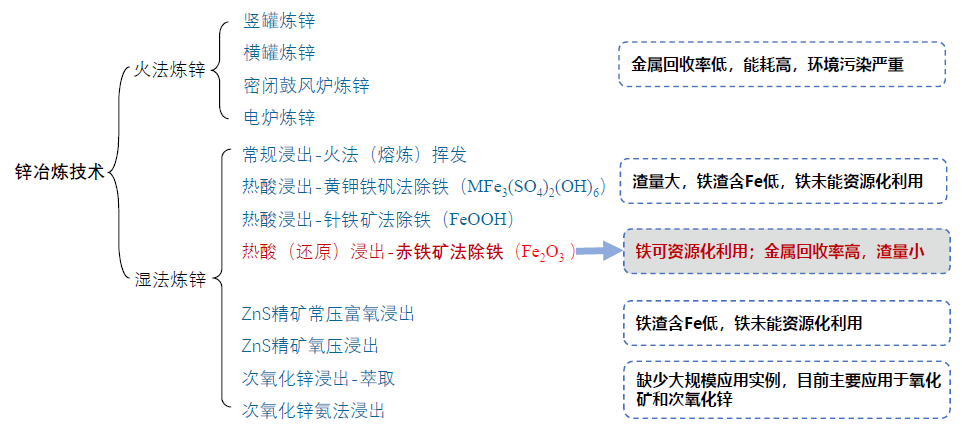
研发历程—技术背景—锌冶炼技术现状
研发历程—国内锌资源禀赋
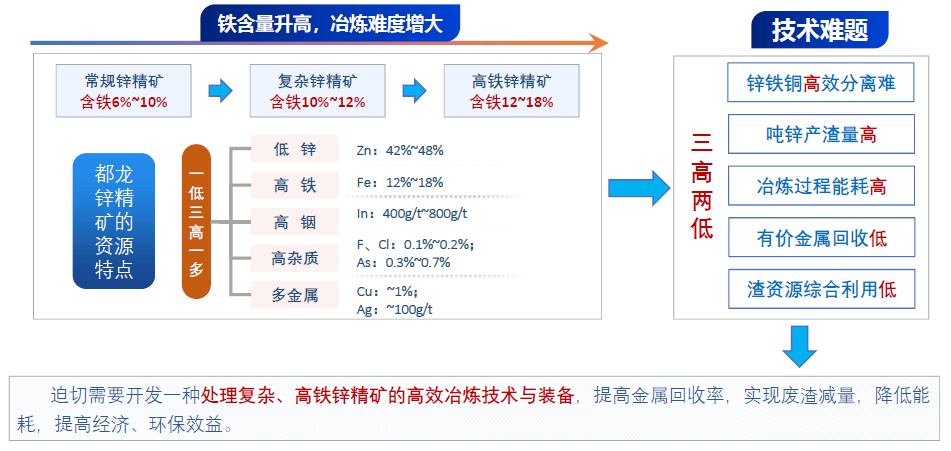
我国锌资源丰富(截止2022年的锌矿储量约为4608万吨),但富矿少,伴生矿多、禀赋差,复杂多金属锌矿占总量的65% ,其中高铁锌精矿占比最高、冶炼难度大。
我国铁闪锌矿储量约3300万吨(锌金属量)。其中云南文山都龙矿区储量约430万吨(锌金属量);铟储量约7300吨,占全球的36%,居全球第一。
研发历程—文山都龙矿区锌精矿的资源特点
研发历程—赤铁矿除铁技术的”先驱”
1972年日本秋田饭岛冶炼厂首次实现了还原浸出-赤铁矿除铁工艺在湿法炼锌工业化领域的应用。经过多年的工艺优化,生产规模达到21万吨/年,但相关技术一直实行严密的技术封锁。
研发历程—技术攻关
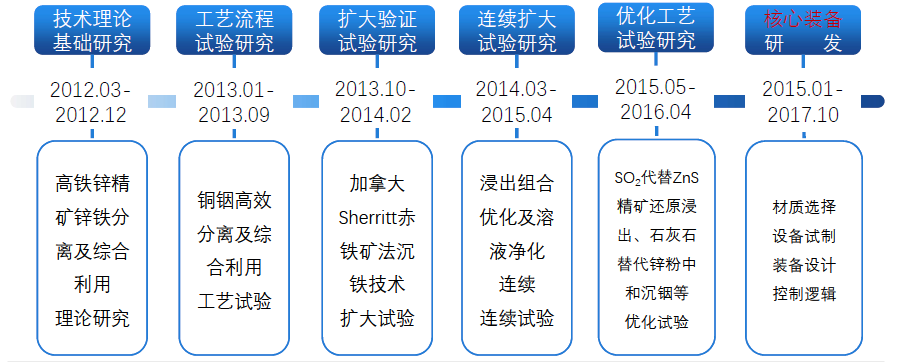
2010之后恩菲分别与河南豫光锌业有限公司、云锡文山锌铟冶炼有限公司开展了半工业化试验研究,其中与云锡文山锌铟、昆明理工大学依托“10万吨锌、60吨铟冶炼技改项目”开展了从理论研究、小试、中试、工程化转化到核心装备开发的全系统技术攻关,并取得了显著的成效。
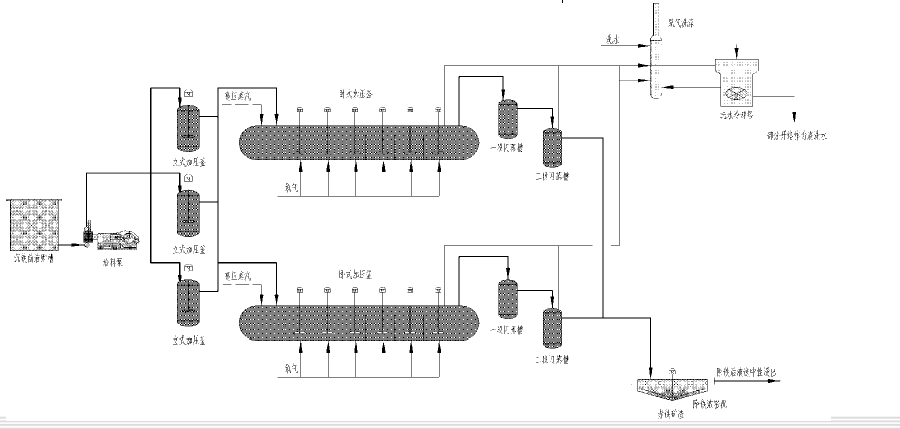
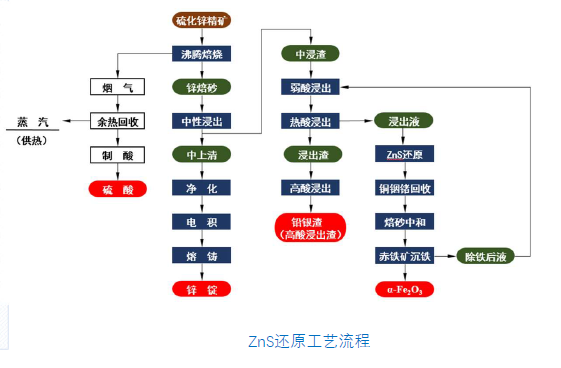
研发历程—形成关键技术路线
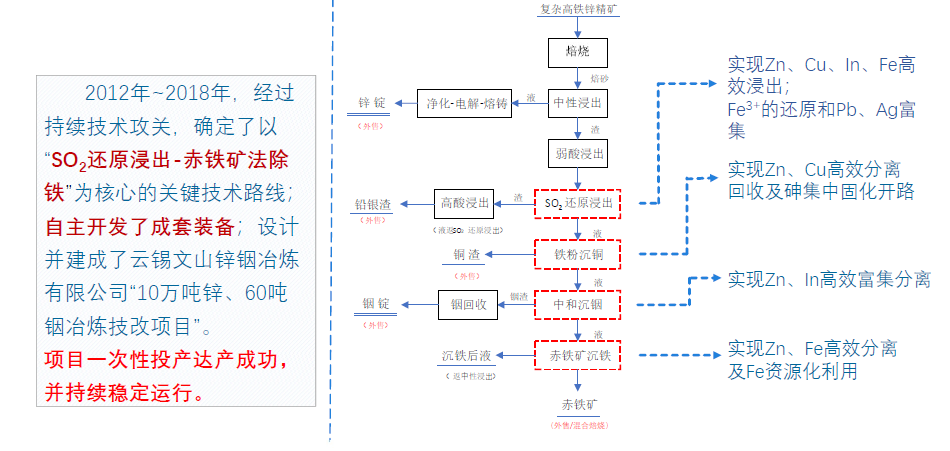
赤铁矿除铁工序简要流程图
研发历程—关键成套装备研发
中国恩菲深耕压力浸出技术领域40多年,在红土镍矿高压酸浸(HPAL);硫化铜钴矿、难处理金矿、高冰镍、铜阳极泥氧压浸出(POX)等领域取得多项突破。对于压力浸出领域核心装备的研发具备深厚的技术底蕴和团队力量。还原浸出-赤铁矿除铁核心装备研发需要突破的难点:
复杂工艺流程下的工艺模拟、设备选型;恶劣工况下设备的材质选择;连续自动控制下成套装备的连接组合;苛刻工况下单体设备的结构设计;系统的余热回收;运行稳定下控制系统的智能集成。
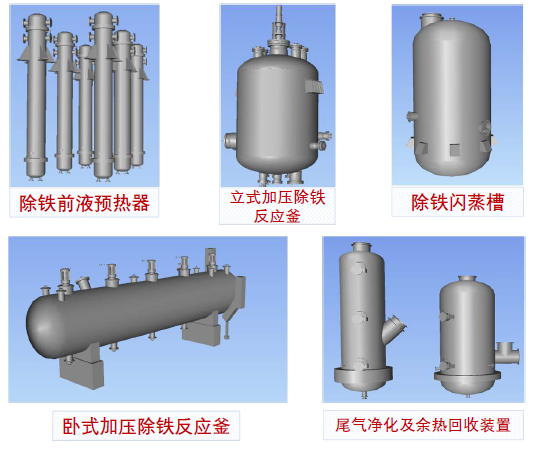
核心装备:
除铁前液预热器;立式加压除铁反应釜;卧式加压除铁反应釜;除铁闪蒸槽;还原浸出加压反应釜;闪蒸尾气净化及余热回收装置;工艺过程联动控制系统等关键成套装备成功研发,打破了国外的技术封锁,为“赤铁矿除铁技术”实现国内首次工业化应用提供保障。
工程实践
王鸿振先生介绍了文山锌铟冶炼技改项目的工程设计、建设历程以及主要指标优化提升等方面的表现。
其中,主要指标优化方面,从2019年至今,锌产品和铟锭的产能逐年升高,产量屡创新高。2024年锌锭产量达到14.6万吨。2019年到2023年,锌、铟、铜、铅回收率明显提升,锌直收率—98.1%,铟回收率—86.0%,铜回收率—95.0%,铅回收率—98.9%,银回收率—98.9%,铁资源化率—91.1%,银的回收率和铁的资源化率保持高位。
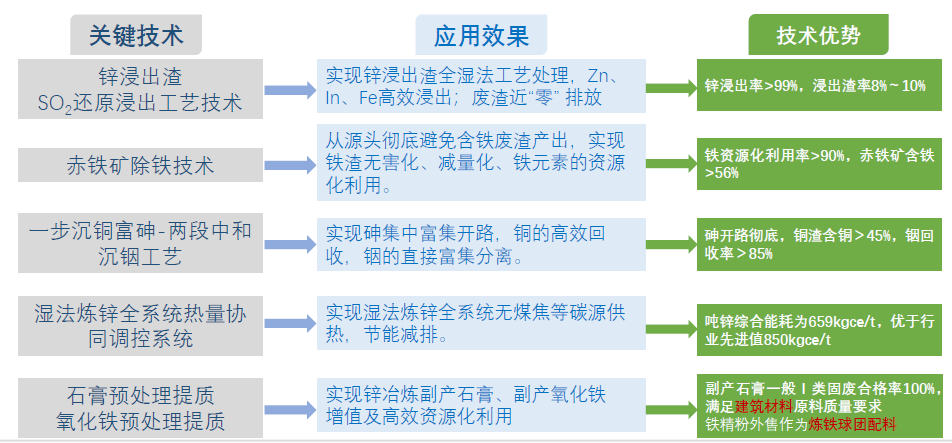
关键技术应用效果
此外,王鸿振先生还介绍了该项目获得的奖励,以及技术成果,整体技术达到国际领先。
应用前景
应用前景分析—优势
Zn、In、Cu、Pb、Ag有价金属回收率高,渣减量化铁元素资源化,能耗降低业内领先,智能化控制引领行业。
优势:金属回收率
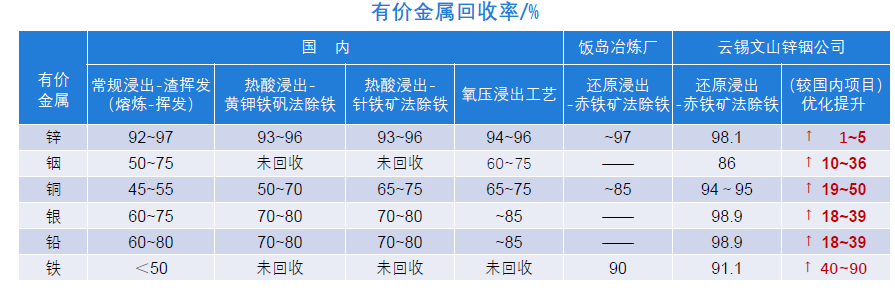
有价金属回收率显著提升,铟回收率提高10%以上;铜回收率较常规工艺提高40%左右
优势:综合能耗
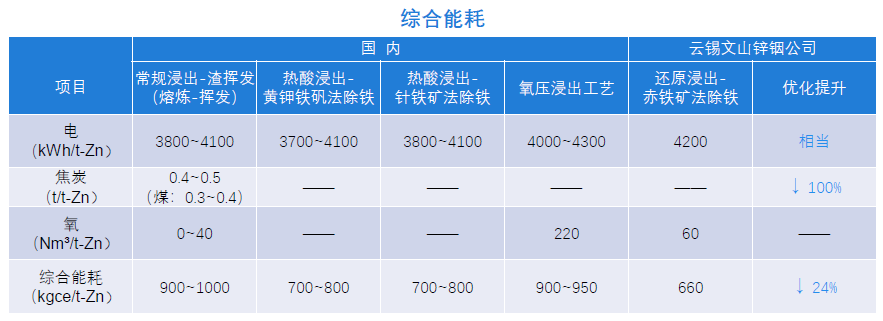
综合能耗低:优于《铅锌行业规范条件》规定综合能耗须低于920kgce/t·Zn。
特别说明:文山锌铟目前的蒸汽消耗为(5~5.4)t/t·Zn左右(铁高);蒸汽是由锌精矿焙烧+硫铁矿焙烧供热。如常规锌精矿铁含量较低,蒸汽单耗可降低至(3~3.5)t/t·Zn(具体与原料成分有关),冶炼系统基本可实现蒸汽平衡。
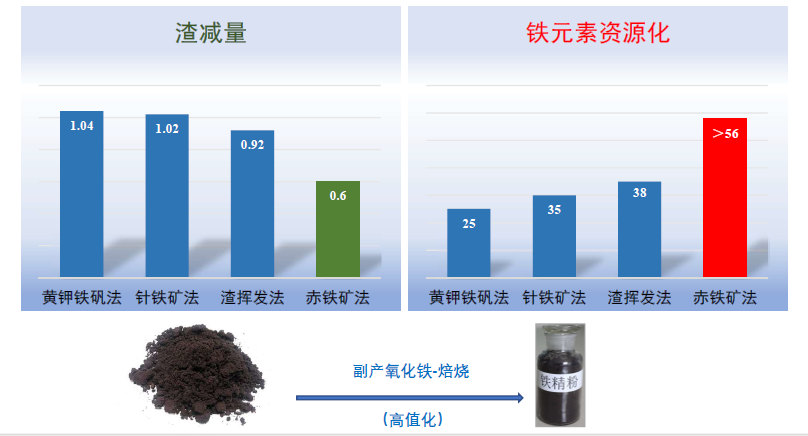
优势:渣减量、铁渣资源化
存在的问题
高温、高压、高酸工况,对设备材质、控制要求高;投资大;适合高铜、高铟、高铁原料及亟需渣减量的项目;
蒸汽单耗较常规工艺高1~2t/t·Zn;石膏消纳需考虑项目周边需求
项目构成及投资比较(20万吨/a规模参考)

技术拓展、优化方向
提高金属回收率:减少渣夹带有价金属;
提升系统余热利用水平,实现蒸汽自给:回收除铁系统闪蒸乏汽再利用、尾气洗水余热回收等;提高二氧化硫利用率,减少蒸汽消耗;提升设备利用率:减少除铁系统结垢,减少系统除垢频次;
减少石膏产出量:以“锌精矿”代替SO2作还原剂;以氧化锌代替石灰石作中和剂;“锌精矿+SO2+氧化锌,搭配组合”
总结展望
国家“双碳”目标和绿色发展需求,行业“内卷”,驱动锌冶炼工艺加速转型升级。
以“还原(浸出)-赤铁矿除铁” 为核心的锌冶炼工艺及锌渣处理技术具有金属回收率高、能耗低、废渣减量、铁资源化等优势,为未来锌冶炼行业绿色发展及工艺升级提供了一种新的工艺路径和选择。
国家“产能换新”政策,助力锌冶炼行业设备更新和技术升级。






