



在由上海有色网信息科技股份有限公司(SMM)主办的2025SMM全球电池技术大会-主论坛上,东南大学教授 雷立旭围绕“铅酸电池制造新工艺:数值模拟及其启示”的话题展开阐述。

铅酸电池的优缺点
•铅酸电池是安全的
•已为机要部门默默服务百年
•柴油潜艇的水下航行能源
•铅酸电池价廉物美
•已为普通百姓安全服务十余年
•铅酸电池是全球回收资源化、循环生产做得最好的工业产品
•铅酸电池功率密度和能量密度低、循环寿命短
整体来看,铅蓄电池缺点突出,但不致命!
为什么铅酸电池有那样的缺点?
•与锂离子电池相比,铅酸电池使用了导电性差得多的铅合金格栅作为集流体;
•铅酸电池的制造工艺很粗糙,而且在固化过程中涉及了较复杂的固相化学反应,难以得到高一致性的电池;
•使用过程中活性物质硫酸铅会逐渐长大,造成“硫酸盐化”;
•与锂离子电池一样,也存在集流体腐蚀和活性物质脱落的现象。
影响铅酸电池性能的首要因素
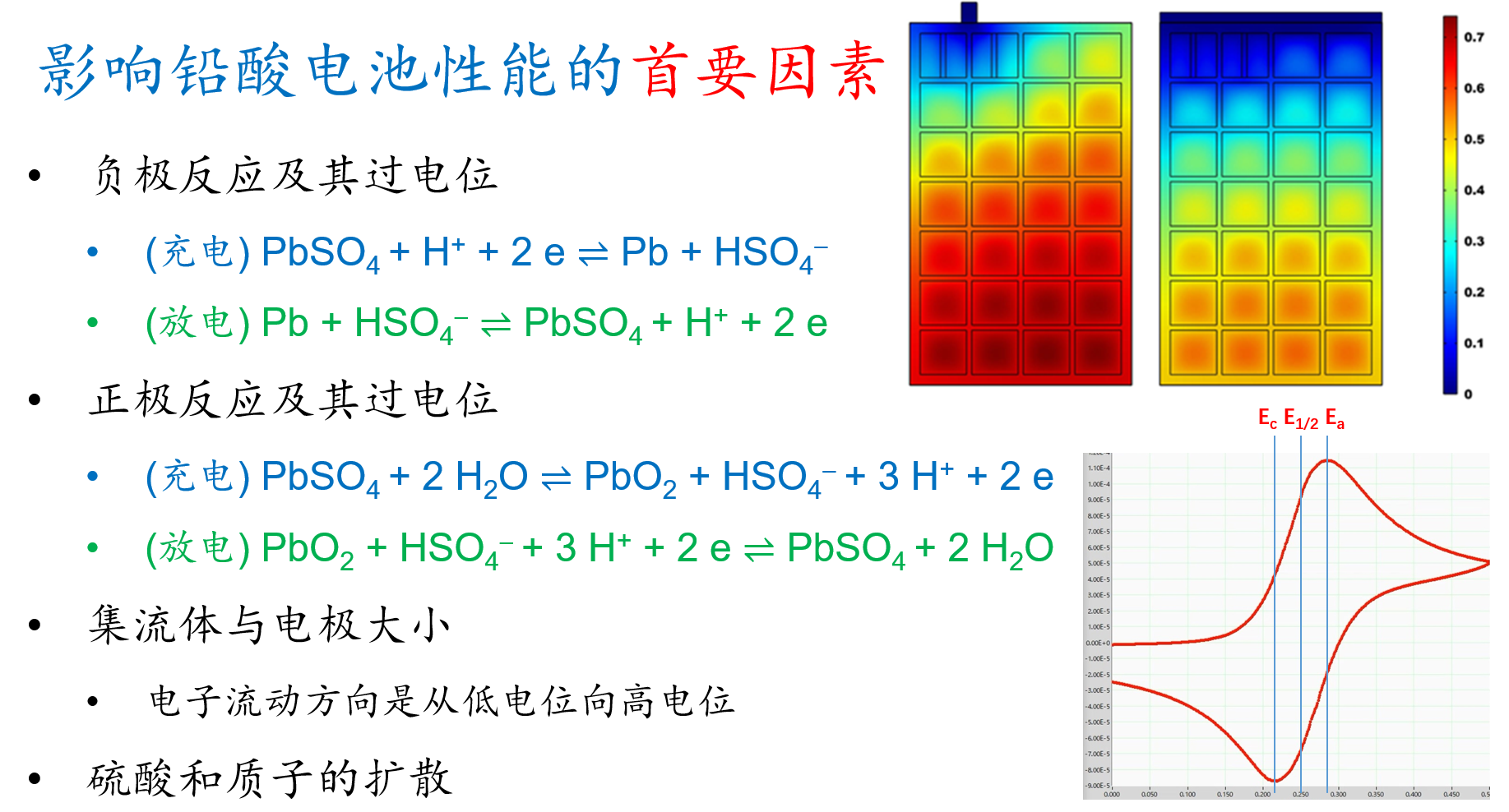
上右图中所示是正极板上电位分布图。电子从电极端点流入电极,使正极板上的活性物质还原。
下图为可逆电极反应的循环伏安图。其中有阳极峰电位、阴极峰电位和它们的中间值,即可逆电位。电极电位和平衡电位之差为过电位,平衡电位是根据Nernst方程计算的电位。过电位越大,被消耗的电化学活性物质浓度越高,反应速度越快;过电位的影响更大。
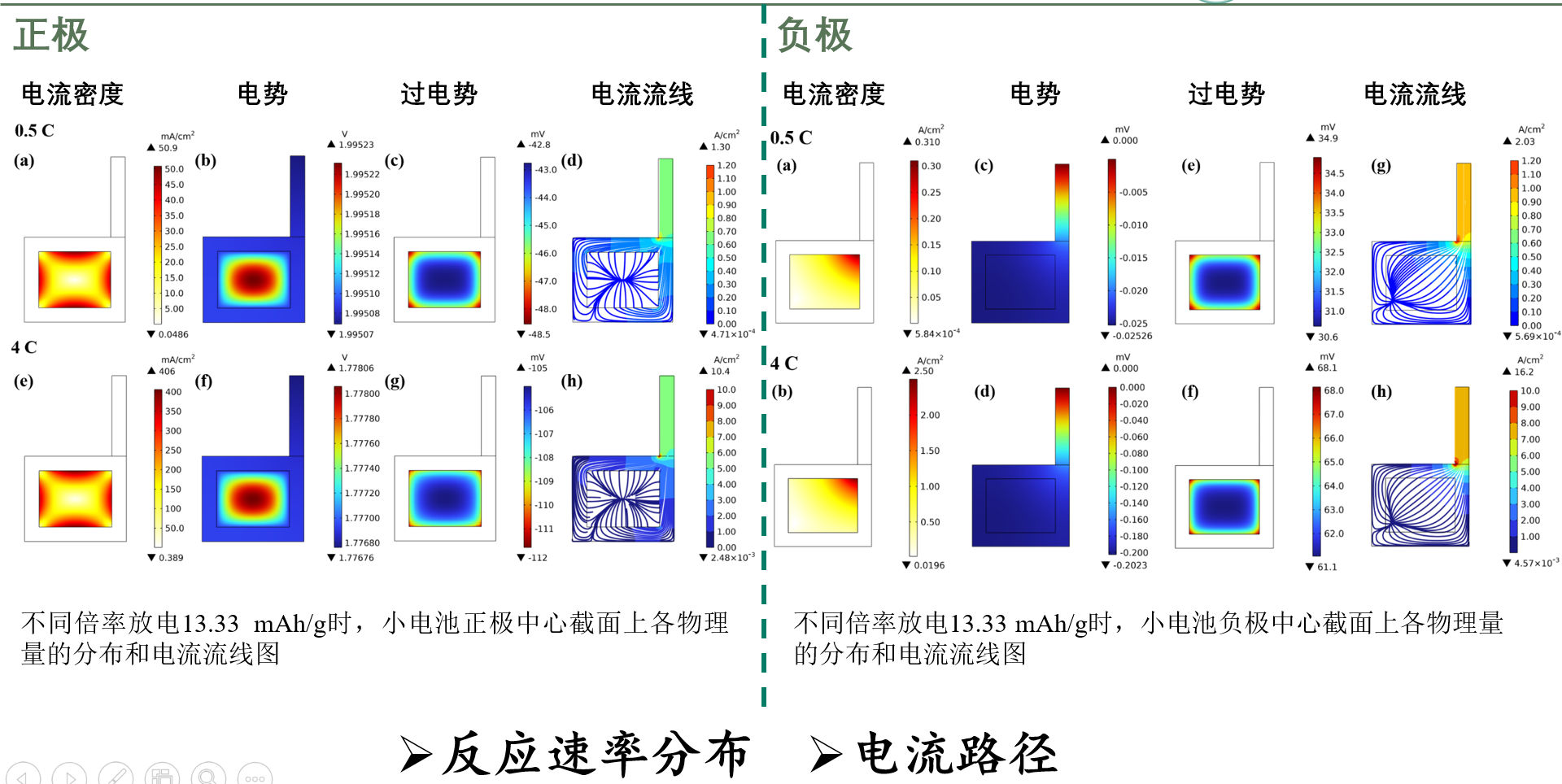
小电极:电势与电流密度分布
小电极:放电深度分布
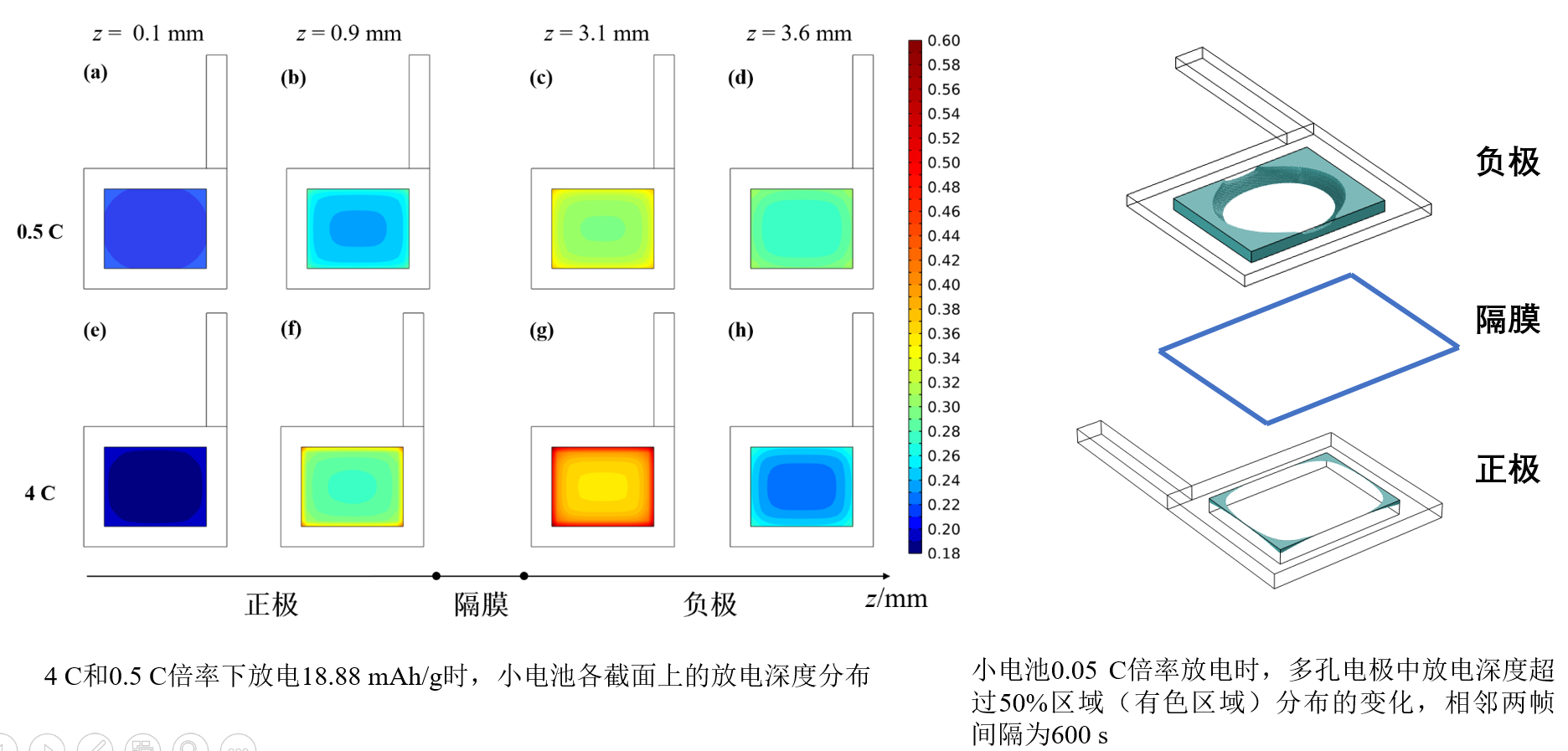
放电深度是反应速率的累积,体现了活性物质的转化率,可见多孔电极中靠近隔膜和格栅的部分放电深度更大,这是由于这些活性物质更容易获得电子和硫酸。
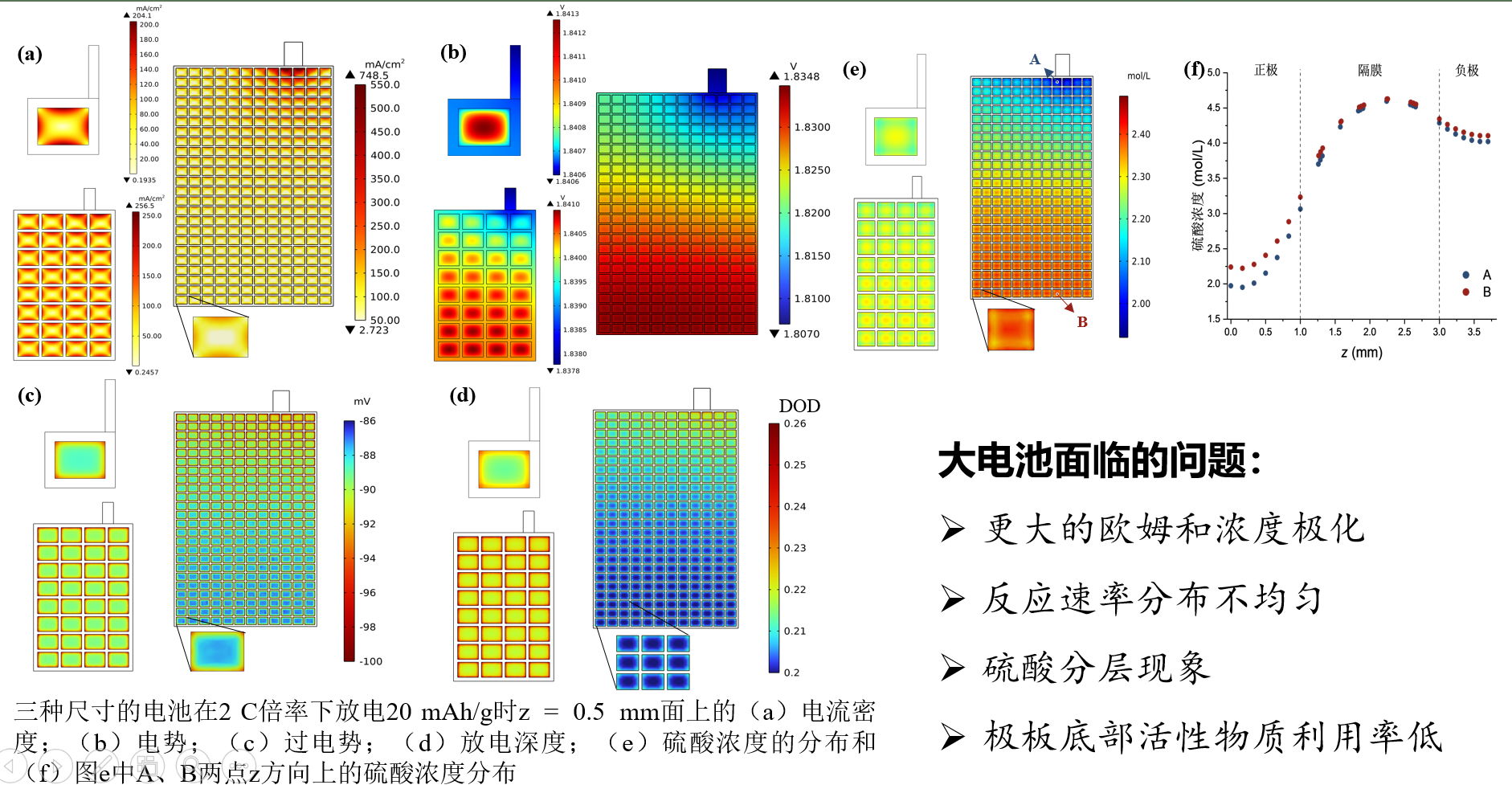
不同尺寸电极:电流密度、电势和硫酸浓度分布
•此图为不同倍率放电相同比容量时,大中小三种电池正负极中心截面上各物理量的分布
•在不同倍率下,正负极的过电势的分布均是从接触隔膜的边缘向中心递减,根据反应动力学原理,这意味着反应速率从边缘向中心递减
•然而,正负极的电流和电势分布却呈现出不同的规律,这是由于反应产生的电流需要向极耳汇聚,而正负极中的电流路径不同。
•由于正极活性物质导电性差,因此电流会优先以最短路径进入格栅,然后向极耳汇聚;而负极中则是直接流向极耳
•中电池和大电池中单个多孔电极中的物理量的分布规律与小电池中是一致的。但随着极板尺寸的增大,特别是在大电极中,各物理量的分布在靠近极耳与远离极耳区域的差异,掩盖了单个多孔电极中的差异,与小电池相比,大电池欧姆极化更大,近极耳处的反应速率更快,硫酸浓度也更低,造成了硫酸分层现象(并非由于硫酸密度差异),也使得极板底部活性物质利用率较低。
格栅电极和铅箔电极:电势分布
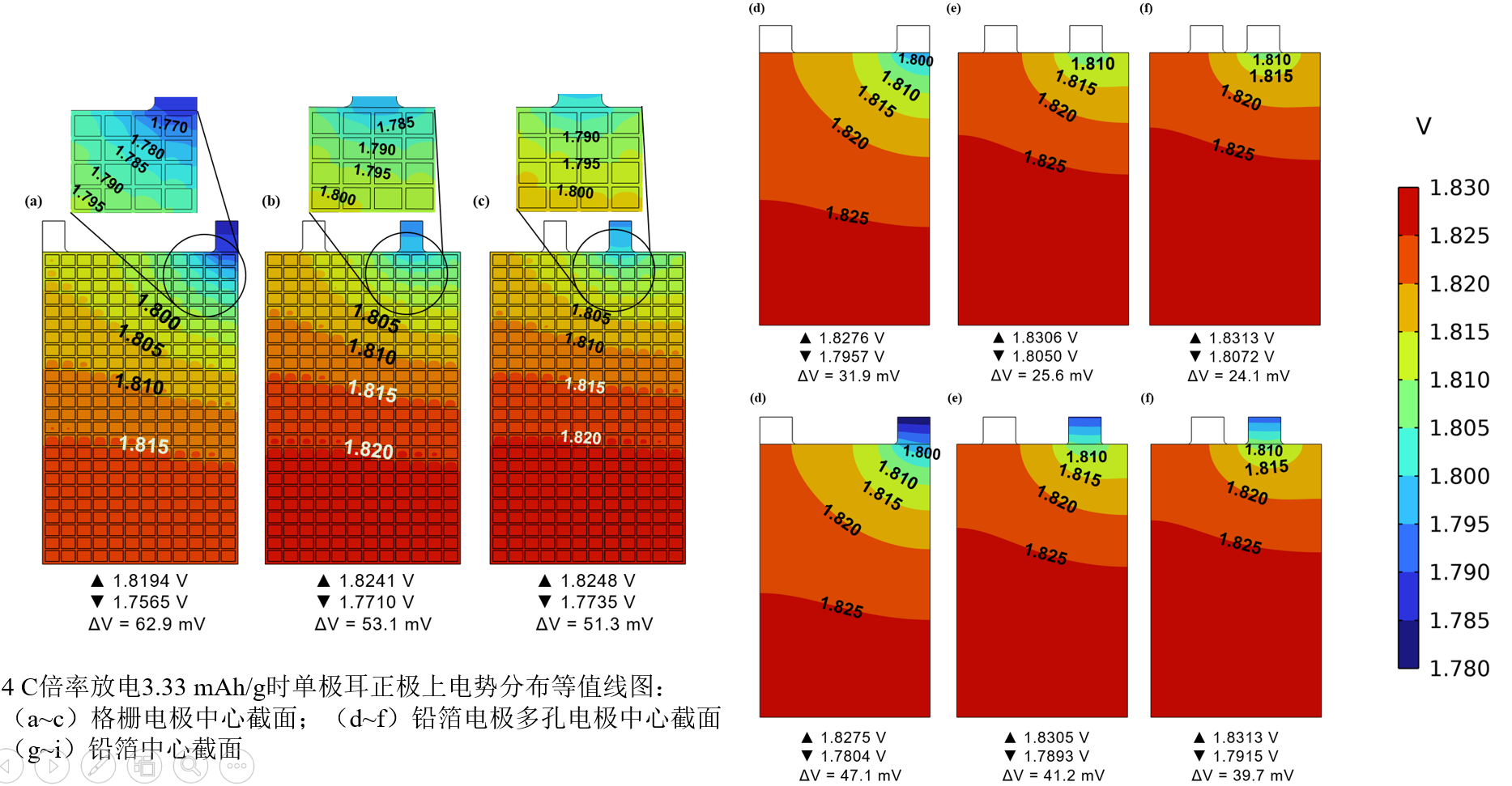
铅箔电极中电势分布规律与格栅电极类似,但整体电势更高、极差更小,分布更加均匀
单极耳铅箔电池:电势、电流密度和电解质电势分布
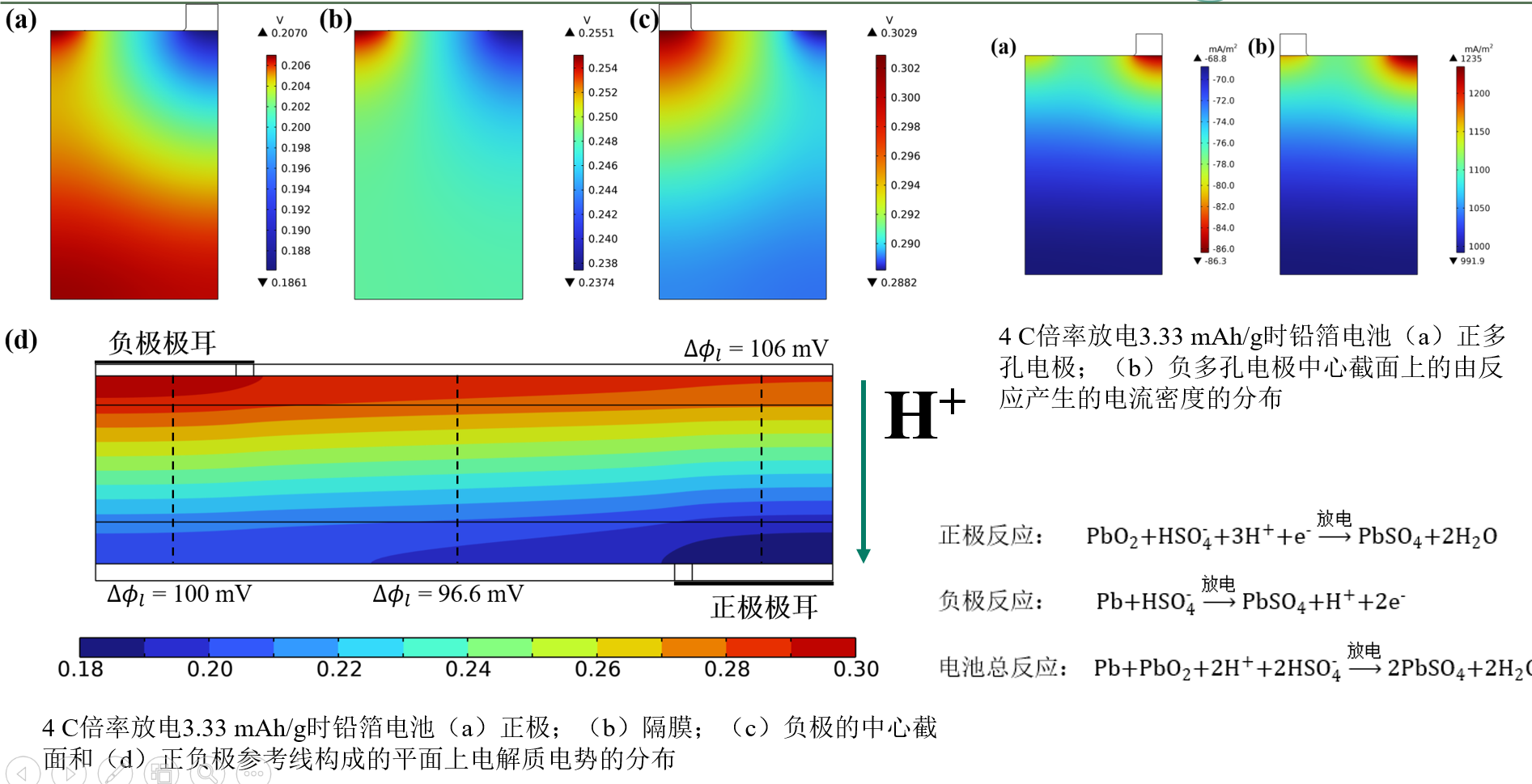
•ϕ_l的梯度为溶液中的电场强度,决定了溶液中质子的电迁移
•在正极上,近极耳区域的电解质电势最低,因此强烈地吸引H+向正极耳处迁移;在负极上,近极耳区域的电解质电势最高,因此强烈地驱使H+离开。
•因此负极反应产生的质子要向正极迁移。
•正极极耳处ϕ_l的梯度大于负极极耳处大于两极耳之间的,因此正负极板上的反应速率均为:正极极耳>负极极耳>两极耳间
极耳宽度对电流密度和电流流向分布的影响
•随着极耳宽度的增加,电流密度的分布更加均匀,特别是在全极耳电池中。
极耳宽度对其放电性能的影响
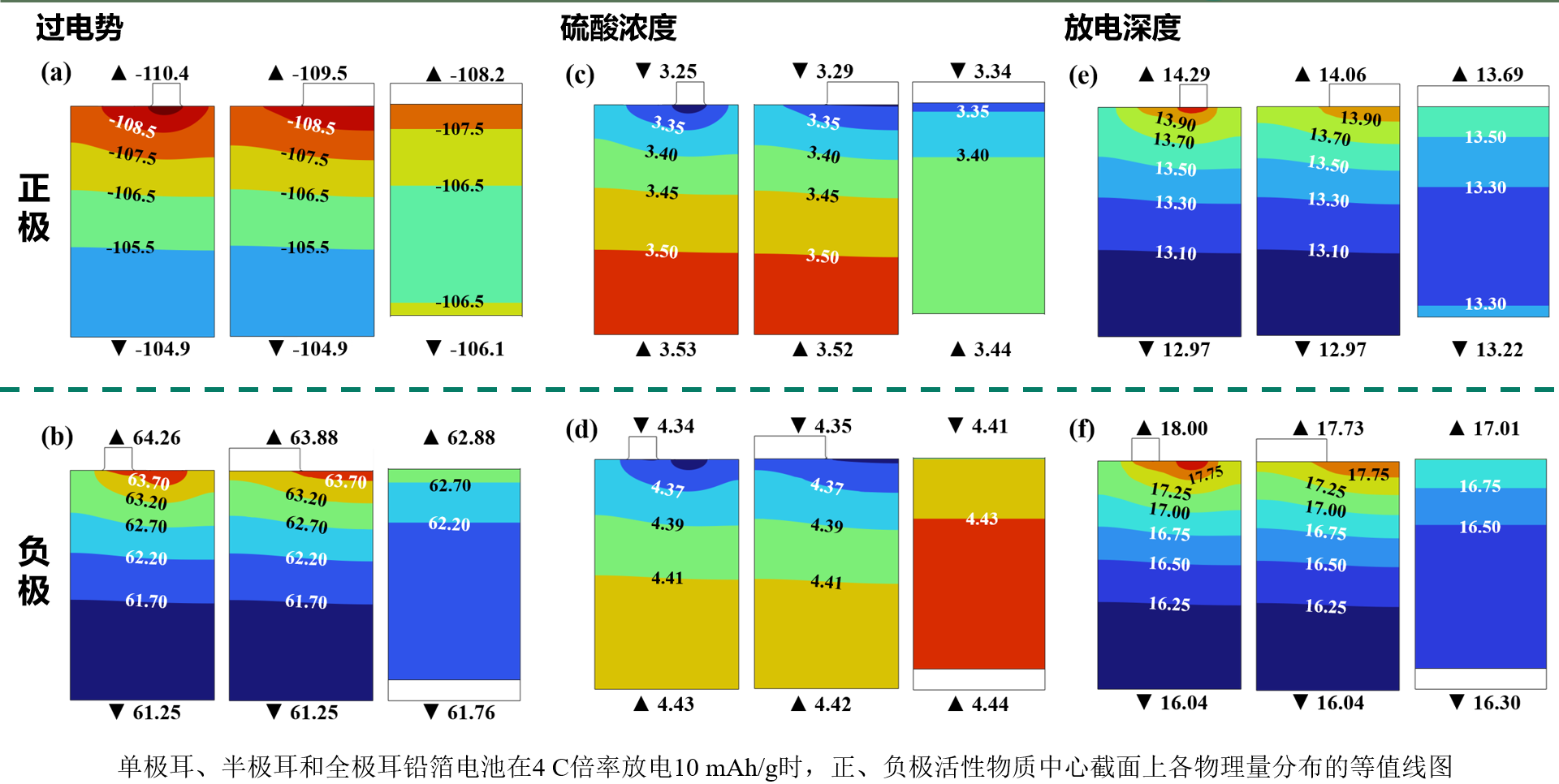
•过电势、硫酸浓度和放电深度均随着极耳的增长而更加均匀。值得注意的是,由于汇流排焊接的需要,全极耳电池的正、负极耳在相反的方向,正负极过电势的相互影响可以有效提高提高极板底部活性物质的利用率。
双极性铅酸电池:结构
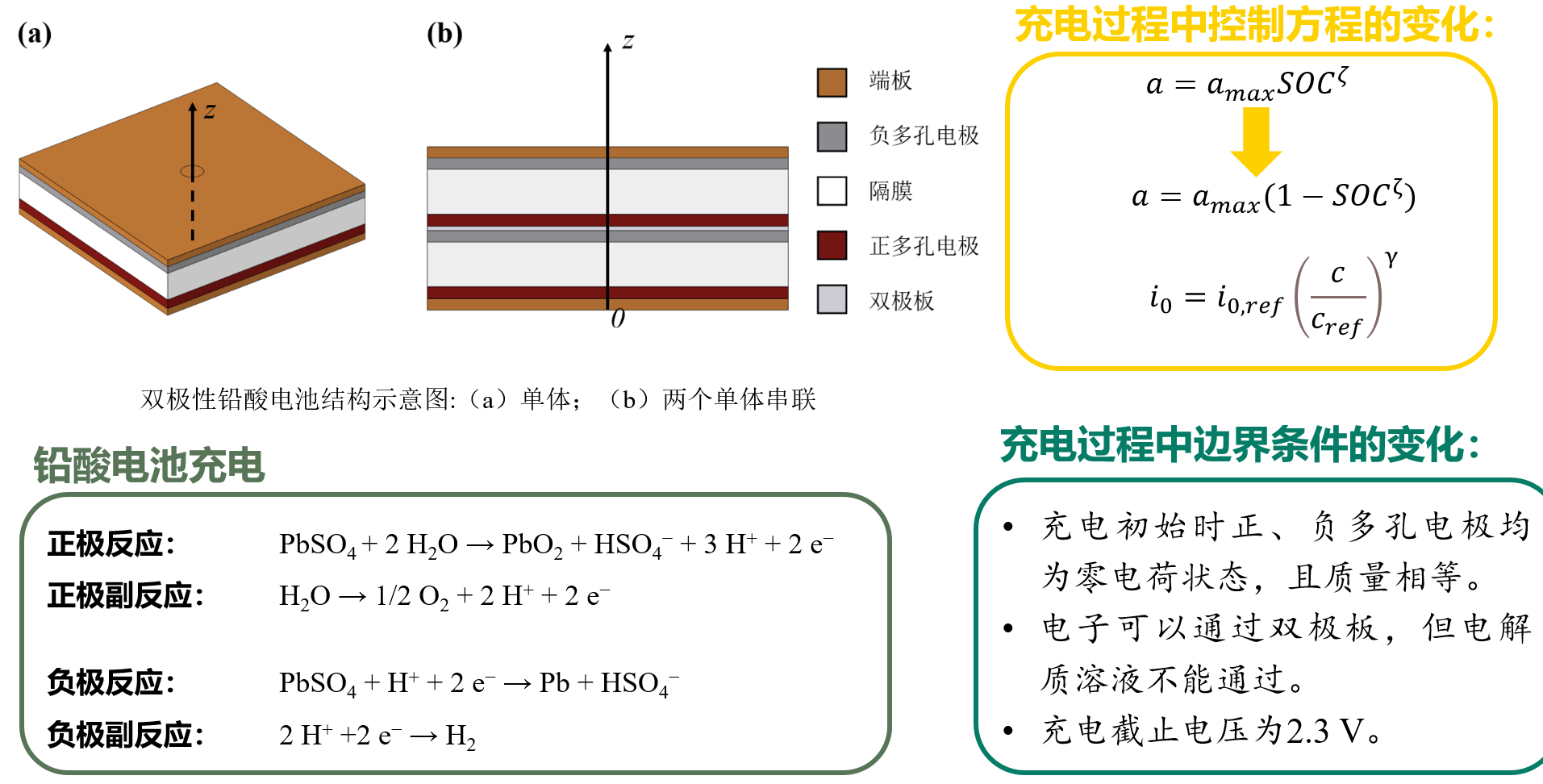
•双极性电池由端板、双极板、隔膜、正多孔电极、负多孔电极组成,其中双极板为镀铅不锈钢板,端板为镀铅铜板。均为边长16 cm的正方形,双极板的两面分别被均匀涂着正、负极活性物质,端板则只涂一面
•在充电过程中需要考虑析氢析氧副反应,控制方程、边界条件和参数略有变化。
双极性铅酸电池:放电性能
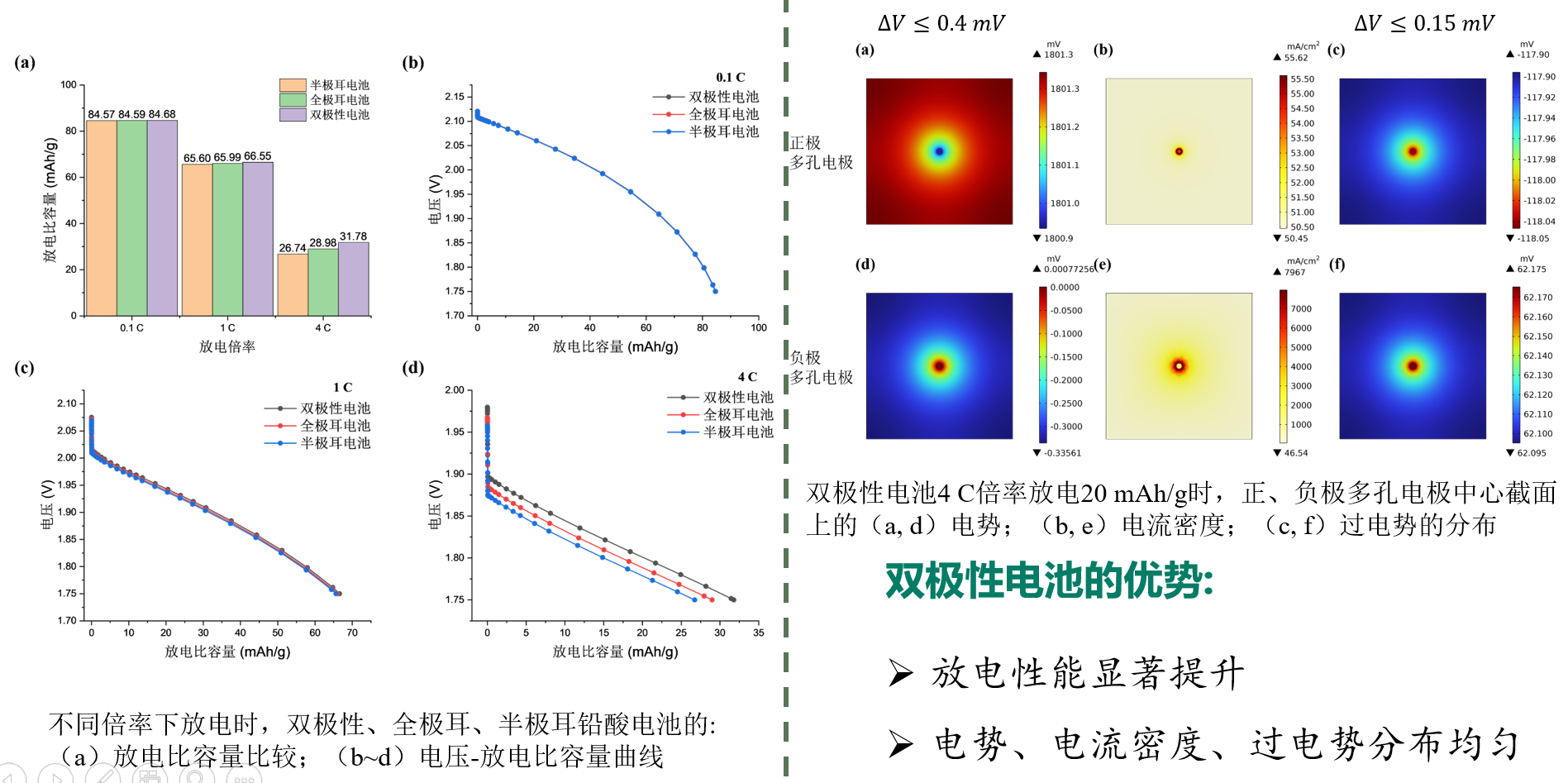
•首先模拟的是双极性电池的放电过程。在小倍率放电时,三种电池的放电比容量差异很小,在4 C倍率下,双极性电池的起始放电电压更高,放电性能更好
•双极性电池放电时电势和过电势极差极小,远低于半极耳和全极耳电池,乃至小电池,分布十分均匀
双极性、全极耳和半极耳铅酸电池:放电过程中的诸参数
•双极性电池正多孔电极中反应产生的电流几乎全部垂直地流入端板,然后向端子汇聚。由于正多孔电极的厚度较薄,这种电流路径产生的欧姆压降最小。
•由于负极材料的导电性较好,在双极性电池的负多孔电极中仍存在平行于极板方向的电流,但其电流路径相较于全极耳和半极耳电池明显更短
•双极性电池集流体中的电流路径也更短,因此欧姆极化很小,可简化为一维处理。结果与小电池中z方向的规律一致。
双极性电池的优势:更短的电流路径、可简化为一维模型处理。
双极性铅酸电池:电压、硫酸浓度和电势分布
•将两个双极性电池串联后的放电比容量较单体甚至略有增长。
•放电时两个单体中的硫酸浓度分布与变化相似,说明了其相似的反应速率分布。
•双极板中心截面上的电势极差极小,可以认为处处相等,这是因为在放电时,双极板和与其相邻的活性物质中的电流流线完全垂直于极板方向
•通过串联双极性电池可以容易地实现大功率放电。
双极性铅酸电池:充电性能
•其次模拟的是双极性电池的充电过程。随着充电倍率的提高,各电池的起始充电电压明显上升,充电比容量快速下降,各倍率下均是双极性电池的充电比容量最大、全极耳电池次之、半极耳电池最小。
•双极性电池充电时活性物质中的电流、电势与过电势分布仍然十分均匀,这也导致整个双极板上都有较高的副反应速率。
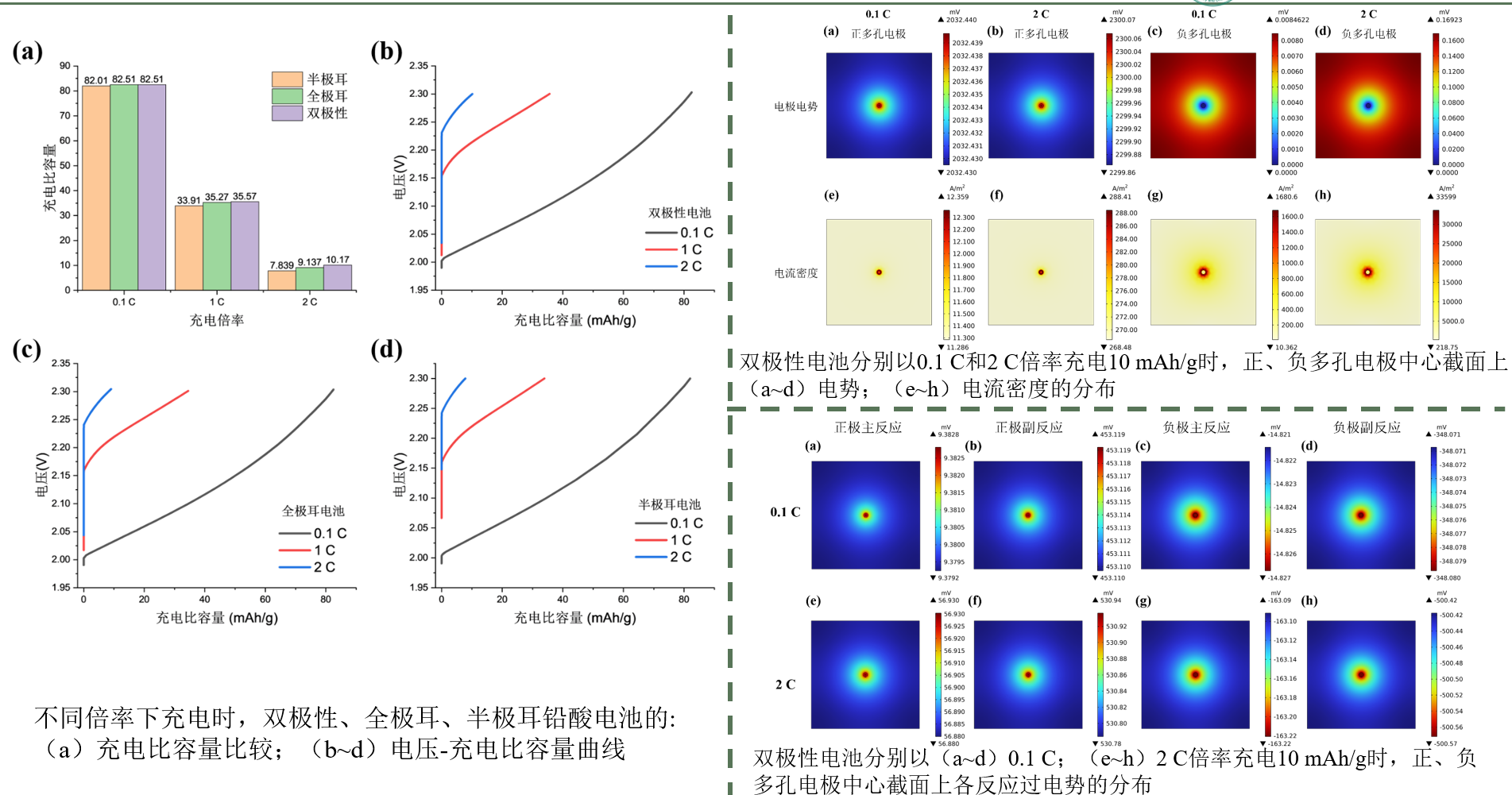
双极性铅酸电池:充电时硫酸、SOC和电流密度
•与放电时类似,大倍率充电依然受制于较慢的硫酸扩散速率,导致反应产生的硫酸不能及时进入隔膜,充电时远离隔膜区域较大的硫酸浓度不利于反应的进行,因此荷电状态较小。
•在0.1 C倍率下,正、负极均可充电至60%SOC而无明显的副反应发生。随着充电倍率的增大,在SOC较小时副反应速率就显著增大。因此,双极性电池的充电倍率也不能太大。
双极性铅酸电池的充放电性能
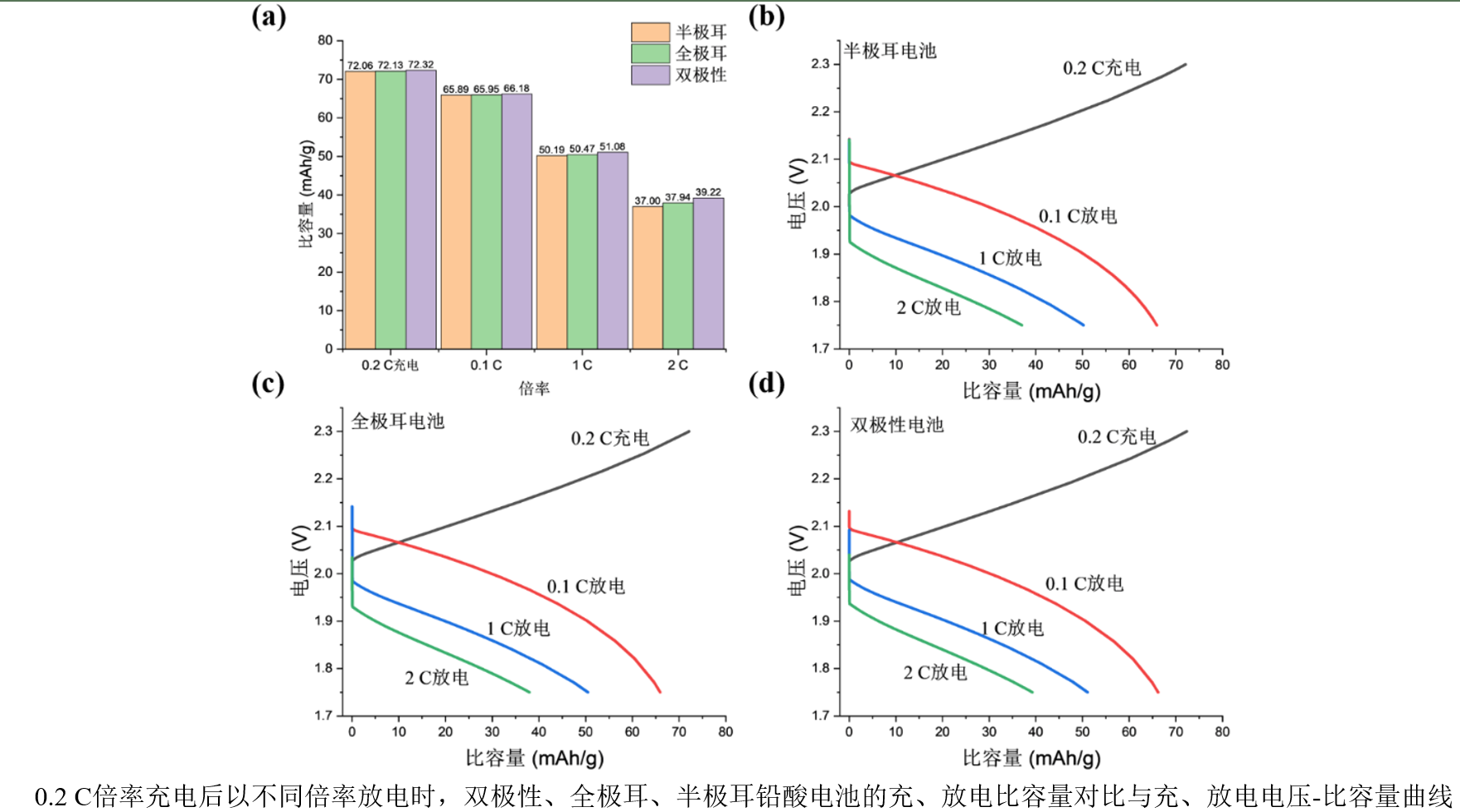
•最后,为了模拟实际应用场景,将三种电池从零电荷的初始状态开始充电至2.3 V,静置2 s后再放电至1.75 V。充放电性能如图4所示。双极性电池的充、放电比容量依然是最大的,但三种电池的性能差异较小,可根据实际情况选择使用。
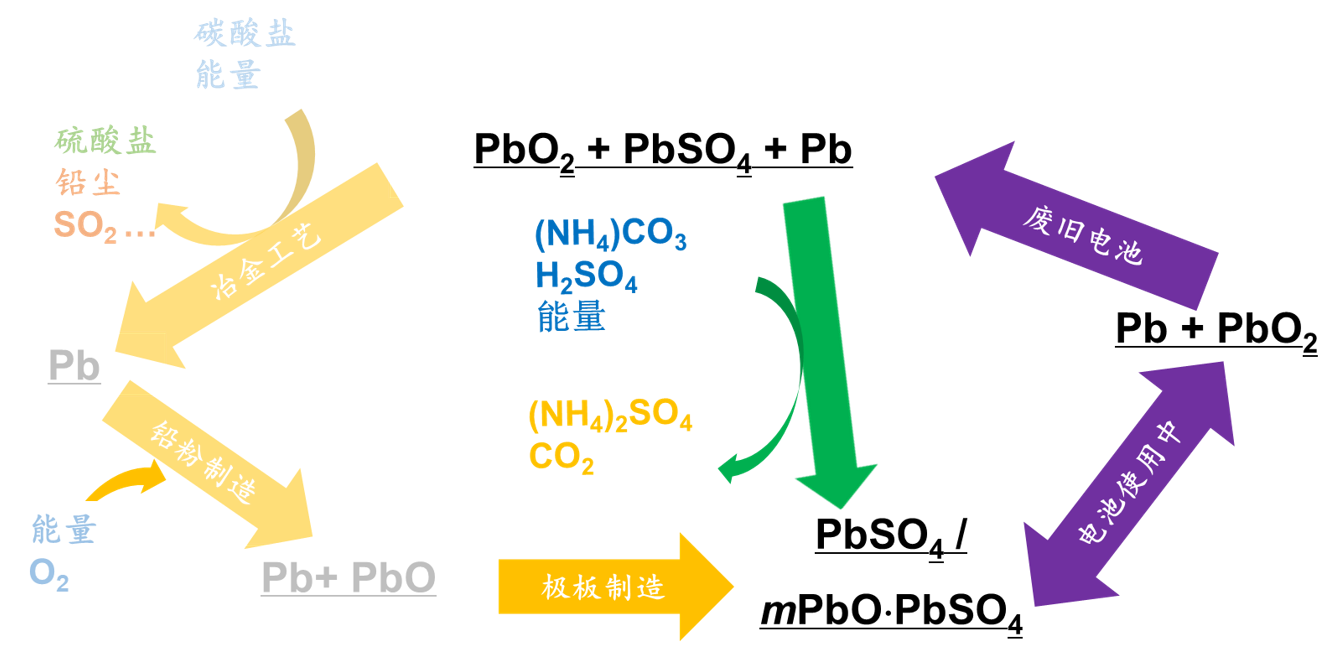
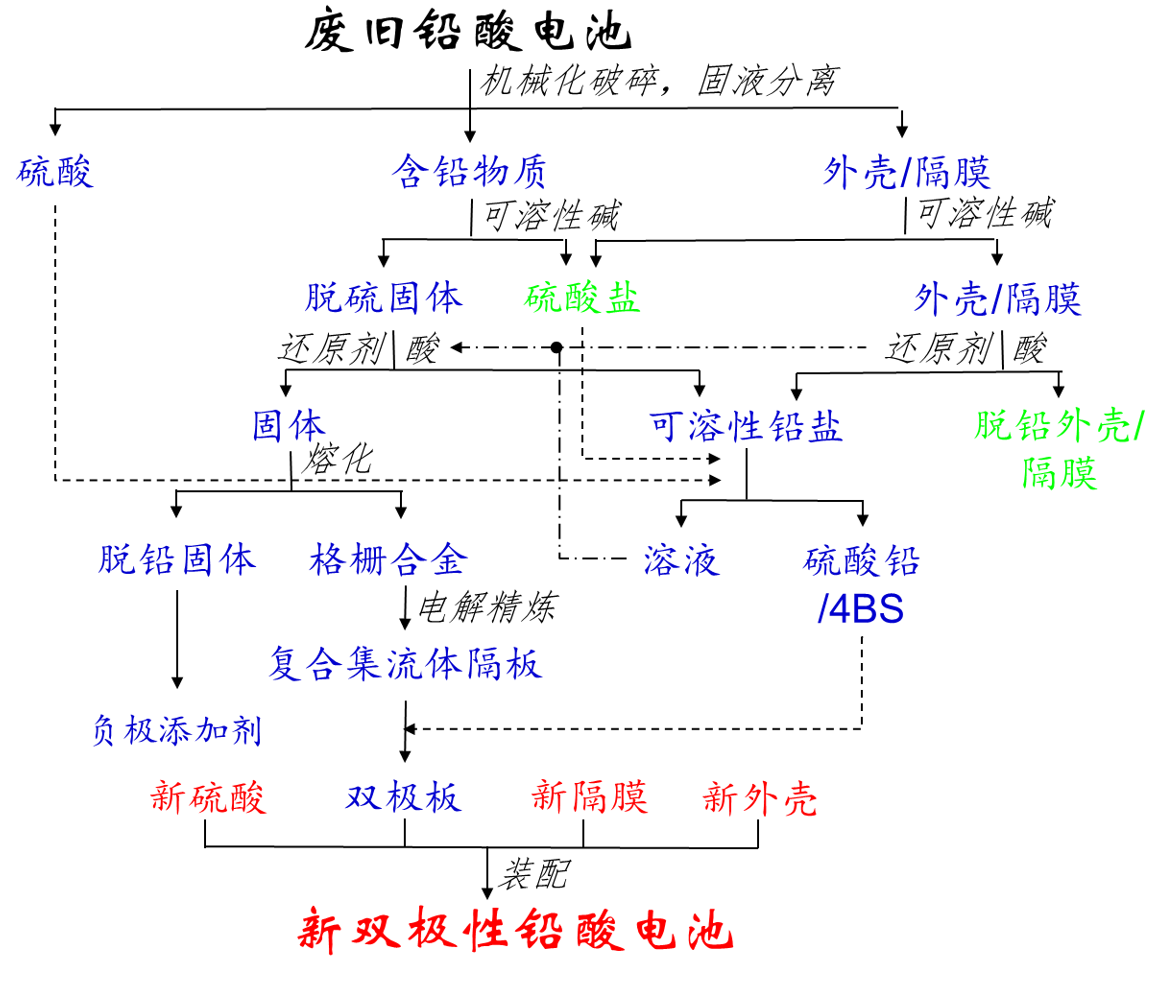
铅酸电池的循环生产:路径、问题与解决方案
如何生产高性能铅酸电池?
•单极耳电池
•电极反应速度分布不均匀,远离极耳的地方充放电不充分,应当是硫酸分层、负极下部硫酸盐化、活性物质利用率低的主要原因
•电流在极耳处过度集中,产生大的欧姆热,可能导致极耳脱落。这是锂离子电池安全隐患的来源之一
•半极耳/全极耳/无极耳双极性电池
•电流密度分布(较)均匀,上述问题被严重弱化
如何制造高性能半极耳/全极耳/双极性铅酸电池
•集流体使用加强铅箔,端板使用包铅铝(铜)板;
•正极活性物质使用化学合成的4BS;
•负极活性物质使用化学合成的PbSO4;
•使用胶体电解质隔膜;
•特别地,对于双极性电池;
•使用紧装配,四周用不导电的胶密封;
•根据需求和制造工艺确定容量(单片电极Ah数)和电池电压(2n V)。
能量密度:~80 Wh/kg
功率密度:> 800 W/kg
半极耳/全极耳/双极性铅酸电池的应用场景
顺应国家关于可再生能源开发、碳达峰、碳中和战略
►高安全性超大规模长时储能系统(储能大楼);
►家用到中小型企事业单位用各种高安全性后备储能系统;
高安全性短续航里程电动车、电动摩托






