


SMM3月15日讯:硫酸法提氢氧化锂的工艺路线及三废处理
在全球新能源产业格局逐渐形成的背景下,氢氧化锂作为重要的正极材料,被广泛应用于NCM、NCA等锂离子电池中,同时,伴随着高镍三元电池渗透率的快速提升,氢氧化锂的市场规模不断扩大。
目前行业内主流的锂辉石提氢氧化锂的方法包括碳酸锂苛化法及硫酸锂苛化法(硫酸法),相较于碳酸锂苛化,硫酸法可以直接将锂辉石精矿加工成为氢氧化锂产品,工艺流程较短,且能耗和辅料相对较低,但是对锂辉石精矿的品味要求较高。本文将主要介绍硫酸法提氢氧化锂的工艺流程以及其三废的处理措施。
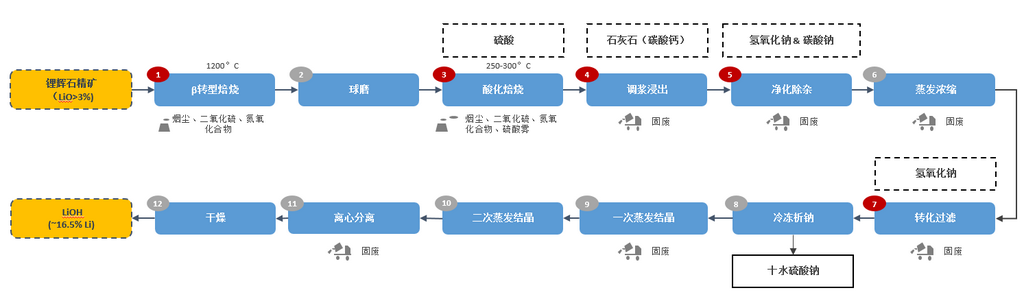
图1:硫酸法提氢氧化锂工艺图
一、工艺流程
1. β转型焙烧
(1)工艺作用:将锂矿石精矿从α转型成β,便于和硫酸反应
(2)反应设备及环境:回转窑内加热,反应温度1100-1200°C
2. 球磨
(1)工艺作用:将矿石粒径变小,增加和硫酸的反应面积
(2)反应设备及环境:冷却到常温后,由球磨机将矿石粒径磨小,增加和硫酸的反应面积
3. 酸化焙烧
(1)辅料:硫酸(93%或98%)
(2)工艺作用:β型矿石和硫酸反应,使Li2O与SO4(硫酸根)结合为可溶于水的Li2SO4
(3)反应设备及环境:酸化窑内反应,反应温度250-300°C,如果使用93%硫酸,为了保证反应效率,需要相应提升反应温度
4. 调浆浸出
(1)辅料:石灰石(碳酸钙)、水
(2)工艺作用:加入石灰石中和残酸,将PH值调至6.5-7.0,并且减轻溶液对设备的腐蚀,同时去除大部分铁、铝等杂质,之后通过浸出得到含硫酸锂的浸出液
5. 净化除杂
(1)辅料:石灰乳(CaO)/氢氧化钠、纯碱(碳酸钠)
(2)工艺作用:去除杂质,提升产品质量;CaO/氢氧化钠主要去除镁、铁杂质,碳酸钠主要去除钙杂质,过滤后可以得到净化液和净化滤渣(钙渣及镁、铁氧化物沉淀)
6. 蒸发浓缩
(1)工艺作用:提升硫酸锂浓度
(2)反应设备及环境:多效蒸发器/MVR蒸发器
7. 转化过滤
(1)辅料:氢氧化钠
(2)工艺作用:浓缩到一定程度后,需要进行碱化,加入氢氧化钠(烧碱),引入氢氧根
8. 冷冻析钠
(1)工艺作用:冷冻析出十水硫酸钠
(2)反应设备及环境:冷冻结晶器进行冷冻结晶,通常-5到-10°C
9. 一次蒸发结晶
(1)工艺作用:蒸发浓缩,减少杂质,之后结晶得到氢氧化锂粗体
(2)反应设备及环境:多效蒸发器/MVR蒸发器蒸发,冷冻结晶器中进行冷却结晶
10. 二次蒸发结晶
(1)工艺作用:将晶体溶解后二次蒸发结晶,进一步除杂,提升产品品质
(2)反应设备及环境:多效蒸发器/MVR蒸发器蒸发,冷冻结晶器中进行冷却结晶
11. 离心分离
(1)工艺作用:分离出氢氧化锂
(2)反应设备及环境:离心机中分离出氢氧化锂精品
12. 干燥
(1)工艺作用:将湿精品干燥后进行包装
(2)反应设备及环境:干燥机/烘干机
二、能耗分布
硫酸法提氢氧化锂的能耗主要集中天在然气和电力。
1. 天然气:为了满足国家环保政策要求,目前行业内大多企业完成了煤改天然气。天然气能耗主要集中于三块,β转型焙烧、酸化焙烧以及锅炉房自制蒸汽,行业中现有企业回收利用回转窑高温尾气,对锂辉石精矿进行预热,有利于减少天然气部分能耗。
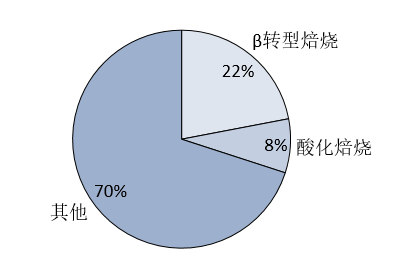
图2:天然气能耗分布图
(1)β转型焙烧:转型焙烧温度较高,需要的热量较大,因此通常利用天然气进行加热,天然气能耗占比22%
(2)酸化焙烧:行业目前使用酸化窑大多利用天然气作为加热源,由于加热温度和时间不及转型焙烧,因此天然气能耗占比较低,8%左右,如若企业使用隧道式钢带窑则使用电力直接加热
(3)锅炉房自制蒸汽:氢氧化锂生产后段工艺需要使用到大量蒸汽,企业可以选择外购蒸汽或者自有锅炉房制取蒸汽,此部分天然气消耗量最高,约占70%
2. 电耗:和相关设备的选型以及产线的自动化程度有关;设备匹配度越高,电耗越低;产线的自动化程度越高,电耗越高
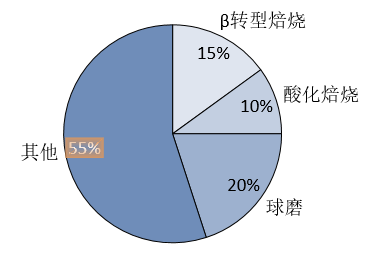
图3:电力能耗分布图
(1)45%电耗在前段火法工艺中(回转窑+酸化窑+球磨)
(2)湿法工艺部分电耗约占55%,主要应用于各种泵溶液的输送、冷冻结晶器、空压机、蒸发器(MVR)等
三、三废处理
1. 废水:来源于调浆浸出、净化除杂、蒸发浓缩、废气处理等环节,通常经过企业内部污水站处理后返回工艺过程内循环,通常不会外排
2. 固废:来源于调浆浸出、净化除杂、蒸发、转化过滤等环节,二水石膏通常外售水泥厂,含锂废渣回收洗涤后返回调浆浸出程序
3. 废气:来源于β转型焙烧、酸化焙烧等环节,通常包含烟尘、二氧化硫、氮氧化合物、硫酸雾等成分,需要经历布袋除尘/旋风除尘器+脱硫脱硝工艺后排放
SMM新能源研究团队
王聪 021-51666838
唐鹏 021-51666749
马睿 021-51595780
杨玥 021-51666856
袁野 021-51595792
靳怡 021-51595796
冯棣生 021-51666714
徐颖 021-51666707
吕彦霖 021-20707875
柳育君 021-20707895





