在挤压出模口或脱模后可对高温挤压材进行在线淬火,也可以精整后进行离线淬火。淬火后的挤压材具有细小的弥散显微组织,人工时效后,力学性能可有较大提高。
挤压镁合金的使用状态为T5、T6、F。T5为在线淬火后再进行人工时效的状态。T6为固溶处理与人工时效状态。固溶处理不但可提高材料强度,使其韧性最大化,还可以改善抗震性能。固溶处理后再进行人工时效,可使材料强度性能最大化,但韧性有所下降。F为原加工状态,即挤压状态,挤压后不进行任何热处理。
ZK60、WE43、WE54合金挤压材的热处理状态为T5、T6。ZK系列合金挤压材不但有高的力学性能,而且各向同性得到改善。WE系材料的室温力学性能对热处理不敏感,但能提高其高温稳定性。AZ61合金和AZ80合金挤压材也有时效强化作用,经T5或T6处理后,强度性能虽稍有提高,但塑性却大幅下降。ZK系列合金挤压材既有高的强度又有良好的塑性,没有必要进行热处理。
镁合金在热加工、矫直和焊接后都残留着应力,需进行退火,以消除应力。挤压镁材与轧制硬状态板材焊于一起时也必须进行退火,以消除残余应力;减少扭曲变形,在150℃加热60分钟即可消除应力,不需要在260℃退火。挤压镁合金的退火制度:AZ31B、AZ31C,345℃;AZ61A,345℃;AZ80A,385℃;ZK60A,290℃;保温1小时至数小时。
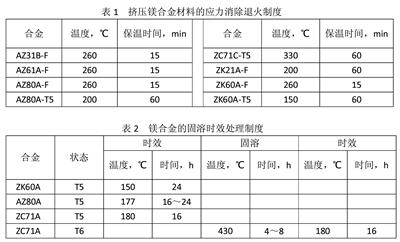
挤压镁合金材料消除应力退火规范见表1。若合金的Al含量大于1.5%,这种处理是必不可少的,不但可防止变形,而且更重要的是可以预防应力腐蚀开裂。镁合金挤压材的固溶处理及人工时效制度见表2。AZ71A合金材料固溶处理后,于65℃水中淬火或于其他冷却强度相当的介质中淬火。其他镁合金材料固溶处理后可在静止的空气中冷却,即可以达到淬火效果。
务必注意,淬火时冷却介质不可直接接触挤压模,以免模具开裂;淬火后应对材料进行精整矫直,可采用辊矫,也可以压力矫或拉矫,但拉矫相当困难,而辊矫则十分方便。断面形状简单的角材、槽材、工字材、圆管和带内筋的圆管都可以辊矫。拉矫可确保材料的直线度,但要在加热状态下进行。挤压材料的矫直温度为200℃~225℃,永久变形量应≤3%。在矫直截面厚度≤10mm的薄材料时,宜采用接触电热法加热,加热5秒~2分钟;而对截面厚度大于10mm的材料,宜利用挤压后的余热进行即时矫直。
在挤压镁合金时,应特别注意安全:应及时清除锯切锭坯上的大小毛刺,因为它们极易燃烧,锯切时也有着火、爆炸的危险;积存的切屑应及时清除,当切屑粒子小于80m时,环境则相当危险,工作人员切勿大意。