



4月8日,在由上海有色网信息科技股份有限公司(SMM)、山东爱思信息科技有限公司、上海有色网金属交易中心有限公司主办,山东恒邦冶炼股份有限公司、Zambia Development Agency (ZDA)、中铝洛阳铜加工有限公司、和田商贸物流集团有限责任公司协办的2026 (第二十一届)SMM CCIE铜业大会暨铜产业博览会——电工材料论坛上,国际铜业协会北京代表处首席代表、正高级工程师梁栋分享了“智效之“芯”:绕组铜材料的趋势洞察”。

当前技术趋势
铜在电动机中的应用
电动机中定子用绕组线的性能要求
电动机定子绕组中的铜线作为电能传输的核心载体,其性能直接决定了电机的效率、寿命及可靠性
电动机绕组线:扁线化引领高效革命,高压绝缘成为关键
1.扁线电机凭借其高槽满率、低损耗、优散热的特性,已成为新能源汽车驱动电机的技术标杆。2025年,中国新能源汽车扁线电机的渗透率已超过77%。
2.扁线电机可提升槽满率,从而提升电机功率密度,降低绕组温升。其应用已从高端车型快速普及至主流车型。
扁线绕组已成绝对主流,渗透率快速提升。
电动机绕组线“中空”工艺:源头直冷,突破散热瓶颈

绕组工艺持续迭代,追求更高性能与制造效率
其对发卡式(Hair-pin)、X-Pin绕组以及连续波绕组(CFW/W-Pin)进行了介绍。
800V及以上高压平台驱动绝缘材料升级
1.电晕击穿:高频脉冲下的寿命考验
SiC高频开关产生的电压尖峰,要求绝缘系统在2300V以上起始放电,并将耐电晕寿命从传统几十小时提升至超过1000小时,以防止材料被持续侵蚀而失效。
2.热老化加剧:宽温域下的性能稳定
绝缘材料必须在-40℃至260℃的宽温域内保持稳定,确保在长期高温(如155℃/1000小时)老化后,其电气与机械性能保留率仍能达标。
3.介质腐蚀:油冷与湿热环境的双重挑战
绝缘材料需长期耐受变速箱油、冷却液等复杂化学介质。同时,还必须通过严苛的双85(85℃/85%湿度)长时间测试,以保证在高湿环境下体积电阻率不急剧下降。
4.机械应力:适应扁线工艺的加工韧性
材料必须具备优异的柔韧性、附着力和耐刮擦性(如拉伸强度≥150MPa),以保证在自动化生产过程中不破损,确保最终可靠性。
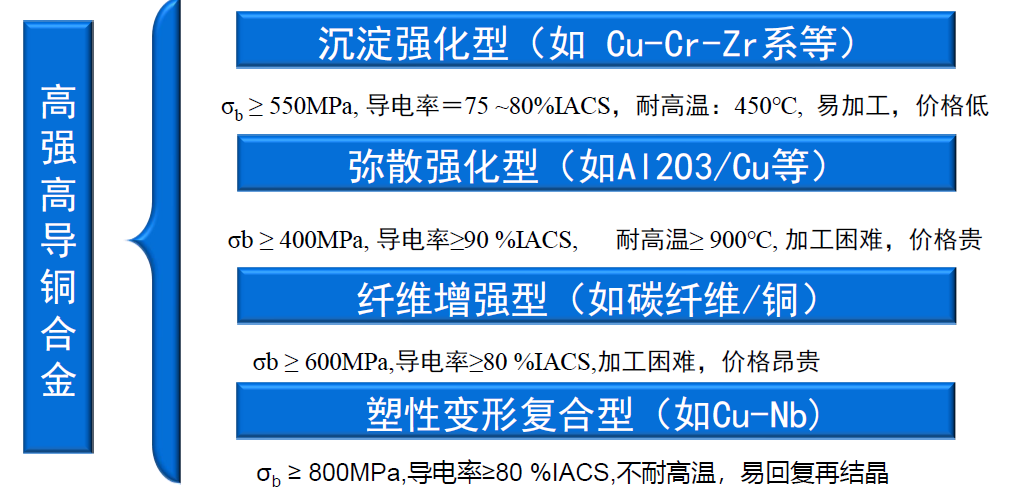
高强高导合金
概念起源:“高强高导”铜合金(HSHC Copper alloy)
其对标准发布时间、发布机构、标准编号以及标准名称进行了介绍。
高强高导铜合金
高强高导铜合金一般是指σb ≥ 600MPa,导电率≥80 %IACS。
其还从纯铜低强高导、Cu-Ag合金低强高导、Cu-Sn合金中强中导、Cu-Mg合金高强中导、CuCrZr合金高强高导等角度阐述了高强高导铜合金的种类及应用。
技术驱动因素
电动机的未来发展趋势
电动机:高能效、高可靠性、高功率密度。
全球的低碳化发展趋势
• 欧盟:2030年温室其它排放比1990年减少55%,2050年达到碳中和
• 日本:2050实现碳中和
• 英国:2045年实现净零排放,2050年实现碳中和
• 加拿大:2050年实现碳中和
• 中国:2030年碳达峰,2060年碳中和
• 截至2023年9月,全球已有超过150个国家承诺碳中和,覆盖了全球80%以上的二氧化碳排放量、GDP和人口
碳达峰、碳中和的过程就是全社会电气化与再电气化的过程
此外,其还对不同驱动系统的效率进行了介绍。
电动机高效化发展的技术途径
►材料与工业革新: 扁线工艺:通过采用铜扁线增加槽满率,提升电动机功率;3D打印绕组:打印不等截面绕组,优化电流分布,提升空间利用率; 硅钢片:通过采用高性能硅钢片等降低铁损。
►新型结构和设计:稀土永磁电动机、同步磁阻电动机、铜转子感应电动机、双转子电机、 轴向磁通电动机。
电动机高功率密度技术路径
►材料革新: 电磁线:扁线绕组提高槽满率,3D打印不等截面绕组优化电流分布(如eVTOL推进电机); 永磁体:Halbach聚磁结构提升气隙磁密,配合高饱和磁感硅钢降低铁损; 绝缘材料:聚酰亚胺、陶瓷纳米复合绝缘层。
►结构优化: 轴向磁通电机:扁平化设计较径向结构转矩密度提升30%。高速化设计:转速突破30,000rpm(如Lucid电机功率密度7kW/kg)。
►冷却技术突破:直接油冷:定子端部喷油冷却(散热效率较水冷高50倍); 集成热管:槽内热管+机壳水冷复合方案(eVTOL电机功率密度>20kW/kg)。
电动机提高可靠性的技术路径
其结合冗余设计、故障容错与智能诊断、材料与工艺升级等进行了分析。
新型电动机——双转子电动机
常见的电动机有一个定子和一个转子。
定子产生的磁场将在定子内旋转,导致损耗。
如果定子的最外层(图中紫色)能够与磁场同步旋转,将显著降低损耗,提高效率。
双转子电机的外转子和定子磁场同步旋转,没有相对速度差,显著降低了损耗。
空心杯电动机
空心杯电机得名于其转子部分的设计。空心杯电机的转子在结构上突破了传统电机的结构形式,采用的是无铁芯转子,是一个空心的杯状结构,内部环绕着绕组和磁铁。
这种转子结构彻底消除了由于铁芯形成涡流而造成的电能损耗司时其重量和转动惯量大大降低,从而减少了转子自身的机械能损耗。
德国的DFFaumhaber 在1958 年研制出斜绕组线圈绕制技术,并经过不断开发和完善,在1965年获得空心杯电机转子线圈斜绕组专利技术正式标志着空心杯电机的诞生。
空心杯电机主要可以用于灵巧手环节。
新型电动机系统对于铜材料的要求
►空心杯电动机
导电性要求:空心杯电动机的绕组通常使用高导电性的铜线,以减少电阻和能量损耗,提高电机的效率和性能。
强度要求:虽然空心杯电动机的绕组主要强调导电性,但铜线也需要一定的机械强度,以承受电机运行中的电磁力和离心力。此外,换向器和电刷等部件可能使用铜合金材料,如银铜、铬锆铜等,这些合金在保持较高导电性的同时,具有更好的强度和耐磨性,以适应频繁的电刷接触和电流传输。
►双转子电动机
导电性要求:双转子电动机的转子绕组通常采用高导电性的铜材料,以降低绕组电阻,减少能量损耗,提高电机的效率和功率密度。铜的导电性能优异,能够有效传导电流,确保电机的正常运行。
强度要求:双转子电动机的转子结构相对复杂,需要承受较高的机械应力和电磁力。因此,铜材料需要具备足够的强度和韧性,以保证转子在高速旋转和负载变化时的稳定性和可靠性。一些高性能的双转子电动机可能会使用铜合金,这些合金在保持一定导电性的同时,提供了更高的强度和硬度。
未来展望
电动机中铜基材料的发展趋势
►铜基材料发展
加工工艺:铜扁线、超细线、 压铸工艺。
材料本体:合金化、复合材料、绿色低碳。
►电动机中铜基材料本体的发展趋势

►决定材料导电率的因素
▪ 自由电子的浓度: 自由电子浓度越高,材料的导电性能通常越好(电子电荷量1.6×10⁻¹⁹ C)。
▪电子的有效迁移率: 即使自由电子的浓度相同,电子的有效迁移率不同,材料的导电性能也会有很大差异。
▪材料的晶体结构:良好的晶体结构可以为自由电子的运动提供有利的通道,减少电子运动过程中的散射和阻碍,有利于提高材料的导电性能。
▪ 材料的纯度:当材料中含有杂质时,杂质原子会扰乱原有的晶体结构,产生额外的散射中心,使电子在运动过程中更容易发生碰撞,从而降低电子的有效迁移率,导致材料的导电性能下降。
►高导电铜解决方案-石墨烯铜
▪ 石墨烯强度极高(抗拉强度130GPa),通过“钉扎效应”阻碍位错运动,有效提升复合材料的力学性能,石墨烯的高机械强度与铜基体的延展性相结合,形成协同强化机制,力学性能显著增强。
▪ “超级铜”利用石墨烯的导电性和力学性能与铜材料片堆叠制成,实现了石墨烯和铜的优势互补;
▪ 目前石墨烯铜的导电率可以提高到106-108%IACS。
▪ 石墨烯铜的制备方式主要包括粉末冶金法,以及原位生长&烧结法。
• 对细线、薄膜等维度的样品进行物理性质(尤其是电导率)测量时,直径、厚度、截面均匀性的微小测量误差会被放大,导致结果严重失真。标准化测量流程和详尽的误差分析报告不可或缺。
• 在300-400K(约27-127°C)温区,Gr-Cu样品相比参考铜样品表现出约3-3.5%的电阻温度系数(TCR)降低。这意味着在升温时,Gr-Cu的电阻增加幅度小于纯铜。
能源转型下的竞争新格局:从化石燃料密集型到物质密集型
用“材料”取代“燃料”成为未来能源的核心变量。
总结
▪ 绕组线技术正全面向扁线化、高压化、高功率密度演进,扁线电机凭借高槽满率已成为市场绝对主流。
▪ 800V及以上高压平台则驱动聚酰亚胺(PI)与聚醚醚酮(PEEK) 等高耐压、耐电晕绝缘材料加速升级。
▪ 未来发展聚焦于连续波绕组(CFW) 等少焊点工艺、高强高导铜合金的应用,以及对极端环境适应性、绿色制造和全生命周期低碳化的系统性追求。
▪ 未来石墨烯铜等复合材料有望可以同时提升材料的电性能和力学性能。
▪ 铜基材料优异的导电和机械性能,以及绿色可回收特性使得其成为满足电动机发展的最优材料。






